
La búsqueda del sólido perfecto
En la ciencia de los materiales, el objetivo final suele ser el control. No solo dar forma a un material, sino dictar su arquitectura interna hasta el nivel atómico.
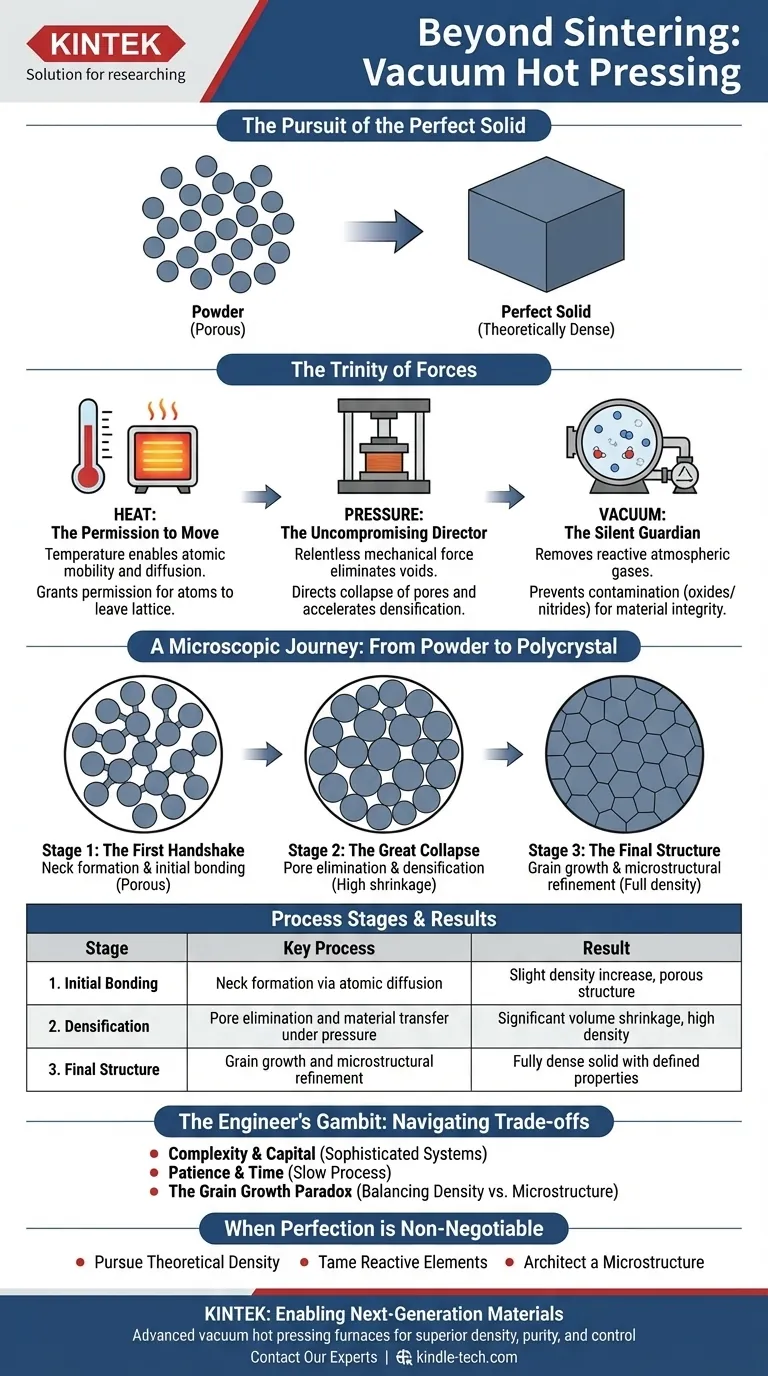
Cuando se empieza con un polvo fino, te enfrentas a un problema fundamental: el espacio vacío. Las brechas entre las partículas individuales son puntos de debilidad, diminutos huecos que pueden convertirse en fallos catastróficos bajo tensión.
Simplemente fundir y verter no siempre es una opción, especialmente para cerámicas avanzadas o metales refractarios. La solución es más elegante. Es un proceso de persuasión y fuerza, que transforma una colección suelta de polvo en un sólido monolítico, teóricamente denso. Este es el mundo del prensado en caliente al vacío.
La Trinidad de las Fuerzas
Dentro de un horno de prensado en caliente al vacío, un material no solo se calienta; se rehace bajo la influencia de tres fuerzas sinérgicas. Cada una juega un papel psicológico distinto para obligar a las partículas a abandonar su individualidad y fusionarse en un todo unificado.
Calor: El permiso para moverse
La temperatura es el habilitador. Proporciona la energía vibratoria que libera los átomos de sus posiciones de red rígidas, haciéndolos móviles. Piénsalo como dar permiso a los átomos para que abandonen sus hogares.
Esta movilidad atómica permite la difusión, la migración lenta y deliberada de átomos a través de los límites donde las partículas se tocan. Sin calor, no pasa nada. Con él, se sienta la base para la unión.
Presión: El director inflexible
Si el calor da permiso, la presión da la orden. La fuerza mecánica externa es implacable. Empuja físicamente las partículas juntas, eliminando los huecos brutos entre ellas y maximizando los puntos de contacto.
La presión acelera todo el proceso. Impulsa el colapso de los poros y acelera la transferencia de material, logrando un nivel de densidad en minutos u horas que podría ser imposible solo con calor. Transforma una persuasión suave en un mandato irresistible para la consolidación.
Vacío: El guardián silencioso
El tercer elemento es el propio entorno. Un vacío no es una fuerza activa, sino una protectora. Elimina los gases atmosféricos como el oxígeno y el nitrógeno, que son profundamente reactivos a altas temperaturas.
Este entorno prístino evita la formación de óxidos o nitruros quebradizos que contaminarían el material. Actúa como un guardián silencioso, asegurando la integridad del proceso y permitiendo que el verdadero potencial del material se realice sin interferencias químicas no deseadas.
Un viaje microscópico: del polvo al policristal
La transformación de un polvo suelto a un sólido denso es un viaje dramático y de múltiples etapas.
Etapa 1: El primer apretón de manos
A medida que aumenta la temperatura, se establecen las primeras conexiones. En los puntos donde las partículas se tocan, comienzan a formarse pequeños puentes de átomos, o "cuellos". Esta es la etapa inicial de unión, un apretón de manos tentativo entre vecinos. La estructura general sigue siendo muy porosa, pero el componente ha comenzado a adquirir una coherencia frágil.
Etapa 2: El gran colapso
A medida que se mantienen la temperatura y la presión, el proceso se vuelve agresivo. Los átomos migran de los límites entre los granos para llenar los huecos restantes. Los poros, una vez una red interconectada, se encogen, se aíslan y se aniquilan sistemáticamente.
Aquí es donde ocurre la densificación más significativa. El volumen del componente se reduce notablemente a medida que el espacio vacío se exprime hasta desaparecer.
Etapa 3: La arquitectura final
En la etapa final, casi toda la porosidad ha desaparecido. La actividad principal se traslada al crecimiento de grano, donde los granos más grandes y energéticamente estables se expanden consumiendo los más pequeños.
Esta es la fase más delicada. El ingeniero debe controlar cuidadosamente el tiempo y la temperatura para lograr el tamaño de grano deseado, que dicta directamente las propiedades mecánicas como la resistencia, la dureza y la tenacidad a la fractura. Demasiado crecimiento de grano puede deshacer los beneficios de la densidad total.
El gambito del ingeniero: navegando por las compensaciones
Este nivel de control no viene sin sus costos. Elegir el prensado en caliente al vacío es una decisión estratégica que implica aceptar un conjunto único de desafíos.
-
Complejidad y capital: Estos hornos son sistemas sofisticados que requieren robustas bombas de vacío, prensas hidráulicas precisas y controles térmicos avanzados. Representan una inversión significativa tanto en capital como en experiencia operativa.
-
Paciencia y tiempo: El proceso es inherentemente lento. Los ciclos cuidadosos de calentamiento, remojo bajo presión y enfriamiento controlado llevan tiempo. Este no es un método para la fabricación de alto volumen, sino para componentes de alto valor.
-
La paradoja del crecimiento de grano: Las mismas condiciones que promueven la densidad perfecta (alta temperatura y tiempo) también fomentan el crecimiento de grano no deseado. El ingeniero está en un acto de equilibrio constante, impulsando la densificación mientras frena la microestructura. Es un juego de optimización donde el éxito se mide en micras.
| Etapa | Proceso clave | Resultado |
|---|---|---|
| 1. Unión inicial | Formación de cuellos entre partículas por difusión atómica | Ligero aumento de densidad, estructura porosa |
| 2. Densificación | Eliminación de poros y transferencia de material bajo presión | Contracción volumétrica significativa, alta densidad |
| 3. Estructura final | Crecimiento de grano y refinamiento microestructural | Sólido completamente denso con propiedades mecánicas definidas |
Cuando la perfección es innegociable
Entonces, ¿por qué abrazar esta complejidad? Porque para ciertas aplicaciones, no hay alternativa. Eliges el prensado en caliente al vacío cuando el rendimiento del material es primordial.
- Para perseguir la densidad teórica: Cuando necesites eliminar la última fracción de porcentaje de porosidad en cerámicas de alto rendimiento o componentes de metalurgia de polvos.
- Para domar elementos reactivos: Cuando trabajes con materiales como titanio, niobio o aleaciones avanzadas que se arruinarían por la exposición al oxígeno a altas temperaturas.
- Para arquitectar una microestructura: Cuando el objetivo sea crear una pieza completamente densa manteniendo el tamaño de grano excepcionalmente fino para maximizar la resistencia y la tenacidad.
En KINTEK, entendemos la búsqueda de la perfección de los materiales. Nos especializamos en proporcionar hornos avanzados de prensado en caliente al vacío que brindan a los investigadores e ingenieros el control que necesitan. Nuestros sistemas están diseñados para gestionar la delicada interacción de calor, presión y vacío, permitiendo la creación de materiales de próxima generación.
Si tu trabajo exige una densidad, pureza y control microestructural superiores, proporcionamos las herramientas para forjar sólidos a partir de polvo. Contacta con nuestros expertos
Guía Visual
Productos relacionados
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Calentado
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Horno Tubular
- Máquina de horno de prensa en caliente al vacío para laminación y calentamiento
- Prensa Térmica Hidráulica Eléctrica Calefactada al Vacío para Laboratorio
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
Artículos relacionados
- La Arquitectura de la Nada: Cómo un Horno de Vacío Domina la Transformación de Materiales
- Derrotando el Vacío: El Poder Silencioso del Prensado en Caliente al Vacío
- Forjando la perfección en un vacío: La física de los materiales ultradensos
- Guía completa para la aplicación de hornos de prensado en caliente al vacío
- El arte de la ausencia: por qué la mejor metalurgia ocurre en un vacío



















