
La búsqueda de un número mágico
Un ingeniero examina un componente deslamado. La unión falló. De nuevo.
La primera pregunta es siempre la misma: "¿Cuáles fueron los ajustes?". La presión, la temperatura, el tiempo.
Esta pregunta revela un sesgo humano profundamente arraigado. Queremos una respuesta simple y universal. Un número mágico que garantice el éxito. En la fabricación, como en la vida, tales números rara vez existen.
El prensado en caliente exitoso no se logra encontrando un conjunto secreto de parámetros. Se logra comprendiendo el sistema: el diálogo entre el material, la fuerza y el calor.
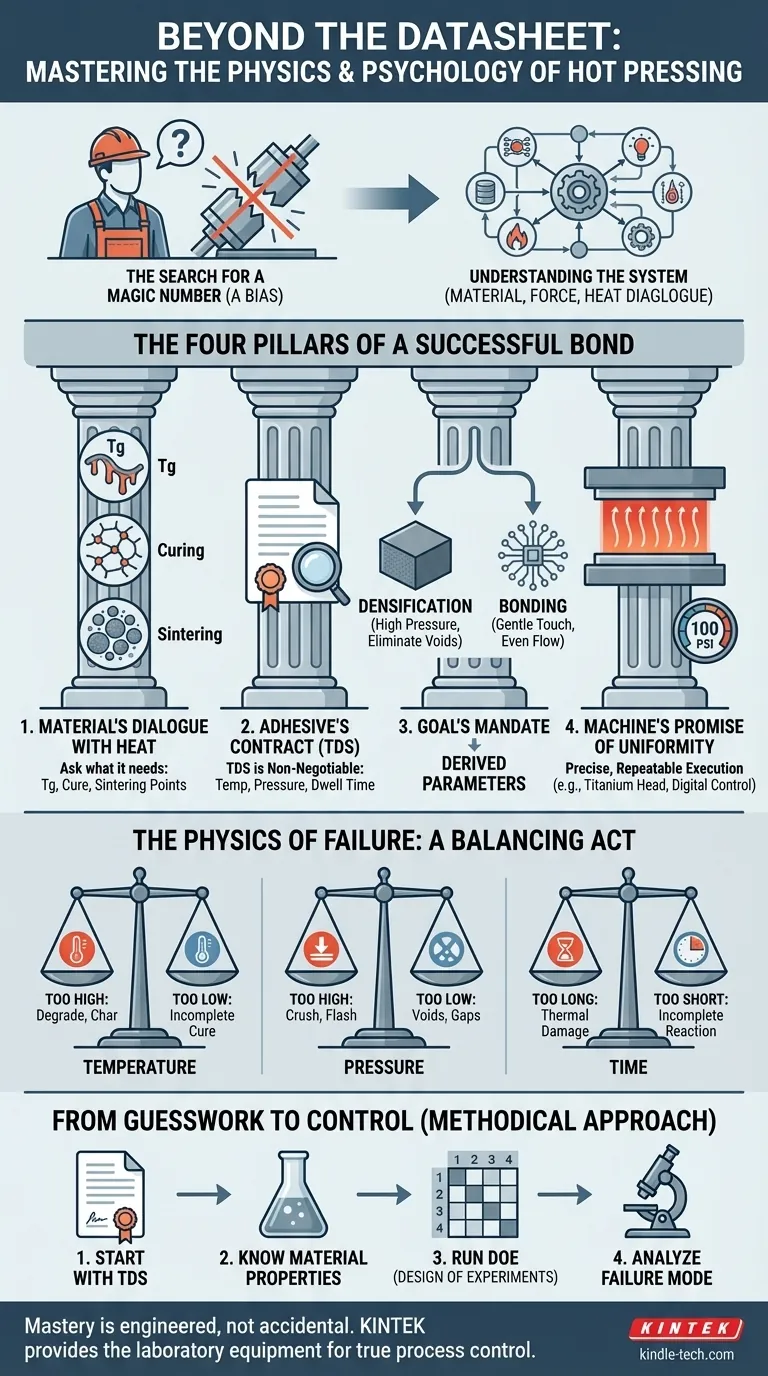
Los cuatro pilares de una unión exitosa
Los parámetros correctos no se descubren; se derivan. Son una función directa de cuatro factores interconectados.
1. El diálogo del material con el calor
El material en sí dicta los términos de la conversación. No le dices lo que tiene que hacer; le preguntas lo que necesita.
- Los termoplásticos deben calentarse por encima de su temperatura de transición vítrea (Tg), el punto en el que se transforman de un sólido rígido a un estado blando y maleable.
- Los termoestables y adhesivos requieren una temperatura específica para desencadenar una reacción química —curado— que forma una unión permanente y reticulada.
- Los metales o cerámicas en polvo necesitan un calor y una presión inmensos para forzar las partículas a unirse, reduciendo los huecos y logrando la densificación en un proceso llamado sinterización.
Cada material tiene una ventana térmica no negociable. Operar fuera de ella es una receta para el fracaso.
2. El contrato del adhesivo
Cuando hay un adhesivo involucrado, su Hoja de Datos Técnicos (TDS) no es una sugerencia. Es un contrato.
La TDS especifica la temperatura de curado requerida, la presión necesaria para asegurar una humectación completa de la superficie y el tiempo de permanencia necesario para que la reacción química se complete. Ignorar este documento es como intentar construir un motor sin un plano.
3. El mandato del objetivo
Por qué estás prensando en caliente es tan importante como qué estás prensando. La intención define la técnica.
La consolidación de capas compuestas para formar un panel sólido requiere alta presión para eliminar hasta el último hueco. El objetivo es la densificación por fuerza bruta.
Unir un delicado circuito flexible a una pantalla, sin embargo, requiere un toque más suave. La presión solo necesita ser suficiente para que el adhesivo fluya uniformemente. Demasiada fuerza aplastará las trazas microscópicas, destruyendo el componente.
4. La promesa de uniformidad de la máquina
El pilar final es el propio equipo. Una especificación de proceso es inútil si la máquina no puede ejecutarla con precisión y repetibilidad.
Aquí es donde la ingeniería se convierte en arte. Una cabeza de prensa en caliente mecanizada de aleación de titanio no es solo un bloque de metal; es una garantía de calentamiento rápido y uniforme en toda la superficie. Un medidor de presión digital no es una característica; es tu única forma de saber que 100 psi son realmente 100 psi, cada vez.
El papel de la máquina es eliminar la variabilidad, asegurando que las únicas variables sean las que usted establece intencionalmente.
La física del fracaso: Un acto de equilibrio
Desviarse de la ventana de proceso óptima introduce riesgos predecibles y, a menudo, catastróficos.
-
Temperatura: Demasiado alta, y los materiales se degradan, carbonizan o deslamina. Demasiado baja, y los adhesivos nunca curan completamente, dejando el fantasma de una unión sin fuerza real.
-
Presión: Demasiado alta, y los componentes delicados se aplastan o el adhesivo "salpica" fuera de la junta, dejándola sin material. Demasiado baja, y creas huecos —espacios microscópicos que impiden el contacto íntimo y se convierten en futuros puntos de fallo.
-
Tiempo: Este es el socio silencioso. El tiempo de permanencia debe ser lo suficientemente largo para que el calor penetre en el material y las reacciones químicas se completen, pero no tanto como para causar daño térmico o reducir la producción.
| Factor clave | Por qué importa | Cómo dicta los parámetros |
|---|---|---|
| Tipo de material | Cada material tiene propiedades térmicas únicas. | Establece el rango de temperatura requerido (por ejemplo, por encima de Tg para plásticos). |
| Adhesivo | Los adhesivos tienen necesidades de curado específicas e innegociables. | La TDS define la temperatura, presión y tiempo precisos. |
| Objetivo del proceso | La intención (unión vs. densificación) varía. | Influye en los niveles de presión (alta para densificación, baja para unión). |
| Configuración incorrecta | Puede causar daños irreversibles o uniones débiles. | Alta: Degradación, daño. Baja: Unión débil, curado incompleto. |
De la suposición al control
No hay sustituto para un enfoque metódico.
- Para la unión adhesiva: Comience con la TDS. Es su verdad fundamental.
- Para la consolidación de materiales: Comience con las propiedades térmicas documentadas del material (Tg, punto de sinterización).
- Para nuevos procesos: Ejecute un Diseño de Experimentos (DOE). Cree una matriz de pequeñas variaciones en temperatura, presión y tiempo para encontrar empíricamente la ventana óptima para su aplicación específica.
- Para la resolución de problemas: Analice el modo de fallo. La deslamina indica un problema de temperatura o preparación de la superficie. Las piezas aplastadas indican una presión excesiva.
La maestría no se trata de conocer los números. Se trata de construir un sistema que le permita controlar las variables que los producen.
Este nivel de control de procesos no es accidental; está diseñado. En KINTEK, proporcionamos el equipo de laboratorio diseñado precisamente para este propósito. Nuestras prensas en caliente avanzadas ofrecen el calentamiento uniforme y el control de presión preciso y repetible necesario para pasar de la teoría a la producción de alto rendimiento. La verdadera maestría del proceso comienza cuando su equipo puede ejecutar su intención con una repetición impecable. Si está listo para ajustar su proceso para obtener la máxima resistencia y consistencia, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Térmica Automática de Vacío con Pantalla Táctil
- Prensa Hidráulica Automática Calefactada Dividida de 30T 40T con Placas Calefactadas para Prensa Caliente de Laboratorio
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Calentado
Artículos relacionados
- Cómo elegir una prensa caliente de laboratorio
- Guía completa de máquinas de prensado en caliente
- Una guía completa de máquinas de prensado en caliente: funcionalidad, aplicación, características, principios, clasificación y requisitos técnicos
- Por qué sus piezas compuestas y de polímero siguen fallando: El secreto es el calor y la presión simultáneos
- Elegir la prensa adecuada para las necesidades de su laboratorio


















