
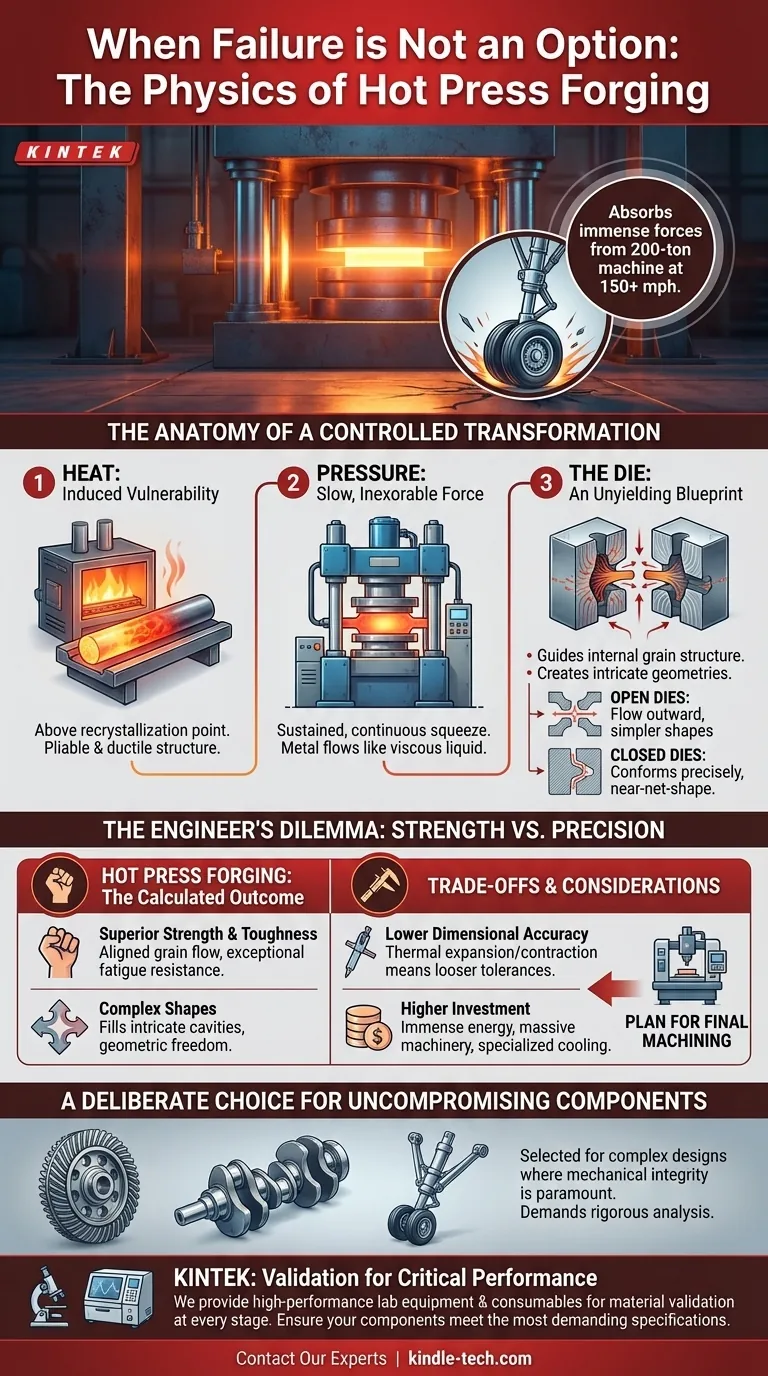
Un puntal del tren de aterrizaje de un avión no solo soporta el peso de un avión. Absorbe la energía cinética de una máquina de 200 toneladas que impacta contra el suelo a más de 240 kilómetros por hora. Las fuerzas son inmensas, el margen de error es cero.
El metal de ese puntal no puede ser ordinario. No puede ser simplemente fundido o soldado. Debe formarse mediante un proceso que infunda una integridad casi sobrenatural en su propia estructura molecular. Este es el dominio de la forja en caliente, un método elegido cuando el coste del fracaso es impensable.
Es un proceso construido sobre un compromiso psicológico fundamental para los ingenieros: sacrificar la precisión dimensional perfecta para obtener una certeza material absoluta.
La anatomía de una transformación controlada
La forja en caliente se trata menos de fuerza bruta y más de persuasión metalúrgica. Seduce una pieza de metal para que adopte una nueva forma alterando fundamentalmente su disposición al cambio. El proceso se puede dividir en una serie de pasos deliberados y calculados.
Calor: El arte de la vulnerabilidad inducida
El proceso comienza calentando una barra de metal —típicamente una aleación de acero, titanio o aluminio— a una temperatura superior a su punto de recristalización. Esto no es solo para que brille al rojo; es un acondicionamiento térmico preciso.
A esta temperatura, la estructura cristalina del metal se vuelve maleable y dúctil. Pierde su resistencia al cambio, lo que le permite sufrir una deformación masiva sin agrietarse ni endurecerse por el trabajo. Básicamente, estás haciendo que el material sea vulnerable, preparándolo para ser remodelado de adentro hacia afuera.
Presión: Una fuerza lenta e inexorable
A diferencia de los impactos violentos y rápidos del forjado con martillo, la forja en caliente utiliza una acción de compresión lenta y continua, generalmente de una prensa hidráulica masiva.
Esta presión sostenida es clave. Asegura que el metal caliente y maleable fluya como un líquido muy viscoso, llenando metódicamente cada rincón y grieta del molde o "matriz". Esta aplicación deliberada de fuerza permite la creación de geometrías intrincadas que serían imposibles con métodos basados en impacto.
La matriz: Un plano inquebrantable
El metal caliente se coloca entre dos matrices que contienen la impresión negativa de la pieza final. A medida que la prensa se cierra, las matrices se convierten en la autoridad absoluta sobre la forma.
- Matrices abiertas: Se utilizan para formas más simples, permitiendo que el metal fluya hacia afuera.
- Matrices cerradas: Encierran completamente la pieza de trabajo, obligando al metal a adaptarse con precisión a una geometría compleja y casi neta.
La matriz no solo da forma a la pieza; guía la estructura de grano interna del metal, que es el secreto de su resistencia final.
El dilema del ingeniero: Resistencia frente a precisión
Elegir la forja en caliente es un ejercicio de priorización de requisitos no negociables. El proceso ofrece ventajas profundas, pero vienen con compromisos claros y aceptados.
| Aspecto | Forja en caliente: El resultado calculado |
|---|---|
| Ventaja principal | Resistencia y tenacidad superiores. El proceso alinea el flujo de grano interno del metal con la forma de la pieza, eliminando puntos débiles y creando una resistencia excepcional a la fatiga. |
| Libertad geométrica | Formas complejas. La ductilidad del metal caliente le permite llenar cavidades intrincadas de la matriz, formando piezas que serían prohibitivamente caras o imposibles de mecanizar a partir de un bloque sólido. |
| Compromiso principal | Menor precisión dimensional. El metal se expande al calentarse y se contrae al enfriarse. Esta realidad térmica, además de la posible oxidación superficial, significa que las piezas carecen de las tolerancias ajustadas de la conformación en frío o el mecanizado. |
| Consideración de costes | Mayor inversión. La inmensa energía para calentar, la maquinaria de prensa masiva y los accesorios de enfriamiento especializados hacen que sea un proceso más caro reservado para aplicaciones críticas. |
La "imperfección" de una tolerancia menor no es un defecto; es una variable aceptada en la ecuación para crear un componente que no se rompa bajo estrés extremo. A menudo se planifica un paso de mecanizado final para lograr las dimensiones finales requeridas.
Una elección deliberada para componentes sin concesiones
No eliges la forja en caliente para hacer un soporte simple. La eliges para hacer un disco de turbina que gira a 10.000 RPM, un cigüeñal que soporta millones de ciclos de combustión o el puntal del tren de aterrizaje que garantiza un regreso seguro a la tierra.
Se selecciona cuando el diseño es complejo y la integridad mecánica del componente es primordial. Es la elección definitiva cuando la física de la aplicación exige un nivel de resistencia y fiabilidad que otros métodos de fabricación simplemente no pueden garantizar.
Perfeccionar un proceso como este requiere más que una prensa potente; exige un análisis riguroso y una validación de la ciencia de los materiales en cada etapa. Desde la verificación de la composición de la aleación antes del calentamiento hasta el análisis de la estructura de grano después del temple, la certeza de la pieza final nace en el laboratorio. En KINTEK, proporcionamos el equipo de laboratorio de alto rendimiento y los consumibles esenciales para estas validaciones críticas.
Si está superando los límites del rendimiento de los materiales, podemos ayudarle a garantizar que sus componentes cumplan con las especificaciones más exigentes. Contacte con nuestros expertos
Guía Visual
Productos relacionados
- Molde especial para prensa de calor para uso en laboratorio
- Molde de Prensa de Bolas para Laboratorio
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa de Calentamiento de Doble Placa para Laboratorio
Artículos relacionados
- Más allá de la prensa: el arte y la ciencia de dar forma a los materiales con calor y presión
- Fuerza vs. Complejidad: La Razón Oculta por la que Fallan sus Piezas Metálicas Críticas
- Más allá del pegamento: la alquimia controlada de la laminación en prensa caliente
- Cómo elegir una prensa caliente de laboratorio
- Técnicas de moldeo a presión por infrarrojos para aplicaciones distintas del moldeo


















