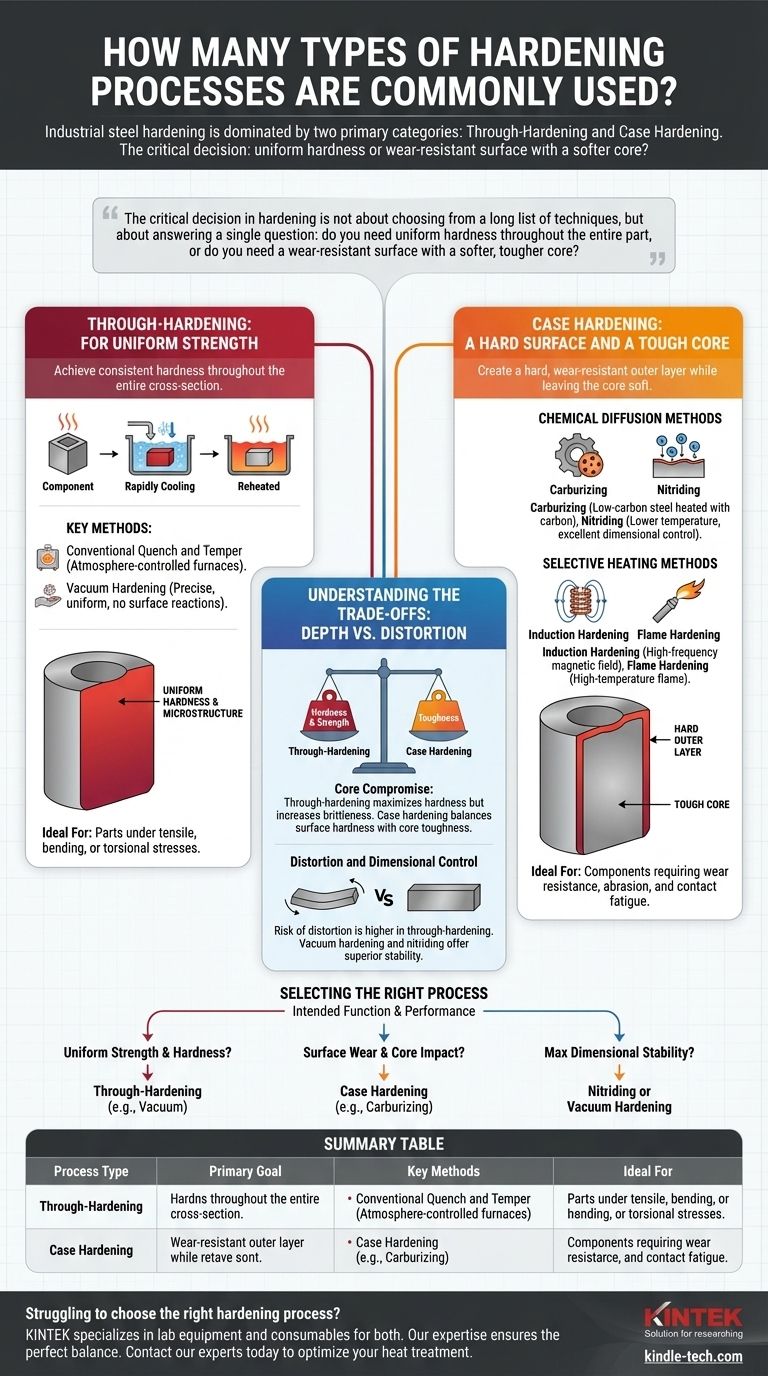
En esencia, el endurecimiento industrial del acero está dominado por dos categorías principales de procesos: el endurecimiento total y la cementación. Si bien existen numerosas variaciones especializadas, casi todos los métodos comunes se encuadran en una de estas dos familias, diferenciadas por si endurecen el componente completo o solo su capa superficial.
La decisión crítica en el endurecimiento no es elegir entre una larga lista de técnicas, sino responder a una sola pregunta: ¿necesita una dureza uniforme en toda la pieza, o necesita una superficie resistente al desgaste con un núcleo más blando y tenaz?

Endurecimiento total: para una resistencia uniforme
El endurecimiento total, también conocido como temple y revenido, tiene como objetivo lograr una dureza y microestructura consistentes en toda la sección transversal de un componente. Esto es ideal para piezas sometidas a esfuerzos de tracción, flexión o torsión que se distribuyen por el cuerpo de la pieza.
Qué es
El proceso implica calentar todo el componente de acero por encima de su temperatura crítica de transformación y luego enfriarlo rápidamente (temple) en un medio como aceite, agua o gas. Este enfriamiento rápido fija una estructura cristalina muy dura y frágil llamada martensita. Casi siempre se requiere un paso de revenido posterior (recalentamiento a una temperatura más baja) para reducir la fragilidad y mejorar la tenacidad.
Método clave: Temple y revenido convencional
Este es el proceso de endurecimiento clásico realizado en hornos de atmósfera controlada. Es un método rentable y ampliamente comprendido para lograr alta resistencia en una variedad de aceros aleados.
Método clave: Endurecimiento al vacío
Como se ha señalado, este proceso se lleva a cabo en un horno de vacío. El beneficio principal es que la ausencia de oxígeno evita las reacciones superficiales, lo que da como resultado una pieza brillante y limpia sin descarburación superficial.
El entorno controlado también permite un control de temperatura extremadamente preciso y un calentamiento uniforme, lo que minimiza la distorsión. El temple se realiza típicamente utilizando gas inerte a alta presión, como nitrógeno, que es menos severo que el temple líquido y reduce aún más el riesgo de agrietamiento o deformación.
Cementación: una superficie dura y un núcleo resistente
La cementación, o endurecimiento superficial, crea una capa exterior dura y resistente al desgaste (la "capa") mientras deja el interior, o "núcleo", del componente blando y dúctil. Este perfil de doble propiedad es perfecto para componentes que deben resistir el desgaste superficial, la abrasión y la fatiga por contacto, al mismo tiempo que soportan cargas de impacto y choque sin fracturarse.
Métodos de difusión química
Estos procesos alteran la química de la superficie del acero al difundir elementos en ella a altas temperaturas.
La carburación es un método ampliamente utilizado en el que el acero con bajo contenido de carbono se calienta en un ambiente rico en carbono. El carbono se difunde en la superficie, que luego puede templarse y revenirse para crear una capa dura con alto contenido de carbono sobre un núcleo resistente con bajo contenido de carbono.
La nitruración implica la difusión de nitrógeno en la superficie del acero. Este proceso se realiza a temperaturas más bajas que la carburación y no requiere temple, lo que resulta en una distorsión mínima y un excelente control dimensional. La capa de nitruro resultante es extremadamente dura y resistente al desgaste.
Métodos de calentamiento selectivo
Estos métodos endurecen la superficie calentando rápidamente solo la capa exterior, seguido de un temple. La química y las propiedades del núcleo permanecen inalteradas.
El endurecimiento por inducción utiliza un campo magnético alterno de alta frecuencia para generar calor rápidamente en la superficie de una pieza. Una vez que la superficie alcanza la temperatura correcta, se apaga la energía y la pieza se templa inmediatamente. Es un proceso muy rápido, limpio y controlable.
El endurecimiento por llama utiliza una llama de alta temperatura de un soplete para calentar la superficie del componente. Una vez que se alcanza la temperatura deseada, la superficie se templa. Es un proceso más manual pero versátil y adecuado para piezas muy grandes o no uniformes.
Comprendiendo las compensaciones: Profundidad vs. Distorsión
Elegir el proceso correcto requiere comprender los compromisos inherentes entre los diferentes resultados metalúrgicos.
El compromiso fundamental: Dureza vs. Tenacidad
Este es el compromiso más fundamental en metalurgia. El endurecimiento total maximiza la dureza y la resistencia, pero aumenta la fragilidad. La cementación crea intencionalmente un compuesto, equilibrando la dureza superficial con la tenacidad del núcleo.
Distorsión y control dimensional
Cualquier proceso que involucre calentamiento y temple rápido introduce tensiones y conlleva un riesgo de distorsión. El endurecimiento total, que afecta a toda la pieza, generalmente tiene un mayor riesgo de deformación en comparación con la cementación.
Procesos como el endurecimiento al vacío y la nitruración son valorados por su superior estabilidad dimensional debido a un calentamiento más uniforme y un temple menos severo o inexistente.
Costo y aplicación
El endurecimiento total suele ser más simple y rentable para piezas donde se necesitan propiedades uniformes. Los procesos de cementación pueden ser más complejos y costosos, pero son esenciales para componentes de alto rendimiento como engranajes, cojinetes y cigüeñales que requieren propiedades superficiales y de núcleo adaptadas.
Selección del proceso de endurecimiento adecuado
Su elección debe estar dictada enteramente por la función prevista y los requisitos de rendimiento del componente.
- Si su objetivo principal es la resistencia y dureza uniformes para resistir cargas de flexión o tracción: Elija un proceso de endurecimiento total como el temple y revenido convencional o, para mayor precisión, el endurecimiento al vacío.
- Si su objetivo principal es la resistencia al desgaste superficial combinada con la resistencia al impacto del núcleo: Elija un proceso de cementación como la carburación para cargas altas o el endurecimiento por inducción para velocidad y precisión.
- Si su objetivo principal es la máxima estabilidad dimensional y la mínima distorsión es una necesidad: Priorice la nitruración para la cementación o el endurecimiento al vacío para aplicaciones de endurecimiento total.
Comprender esta distinción fundamental entre endurecer la pieza completa o solo su superficie es clave para especificar el tratamiento correcto para los objetivos de rendimiento de su material.
Tabla resumen:
| Tipo de proceso | Objetivo principal | Métodos clave | Ideal para |
|---|---|---|---|
| Endurecimiento total | Dureza uniforme en toda la pieza | Temple y revenido, Endurecimiento al vacío | Piezas bajo tensión, flexión o torsión |
| Cementación | Superficie dura, núcleo resistente | Carburación, Nitruración, Inducción, Endurecimiento por llama | Engranajes, cojinetes, componentes que necesitan resistencia al desgaste y al impacto |
¿Le cuesta elegir el proceso de endurecimiento adecuado para sus componentes? KINTEK se especializa en proporcionar el equipo de laboratorio y los consumibles precisos necesarios para aplicaciones de endurecimiento total y cementación. Nuestra experiencia garantiza que logre el equilibrio perfecto de dureza, tenacidad y estabilidad dimensional para sus materiales. Contacte hoy mismo a nuestros expertos para analizar sus requisitos específicos y permítanos ayudarle a optimizar su proceso de tratamiento térmico para un rendimiento superior.
Guía Visual
Productos relacionados
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Prensa de vulcanización de placas para laboratorio de vulcanización de caucho
La gente también pregunta
- ¿Cuál es la importancia de integrar un horno mufla de alta temperatura en un sistema de prueba de desgaste por impacto?
- ¿Cuál es el papel de un horno mufla en el tostado de pellets de magnetita? Optimizar la fase mineral y la resistencia a la compresión
- ¿Por qué es esencial un horno mufla de alta temperatura para ZnO-WO3 y ZnO-BiOI? Optimización del rendimiento del catalizador de heterounión
- ¿Cuáles son los componentes principales de un horno mufla de alta temperatura? Una guía para los sistemas centrales
- ¿Por qué es crucial el tratamiento de recocido en un horno mufla de alta temperatura para la preparación de una intercapa de Sb-SnO2?

