En esencia, el Prensado Isostático en Caliente (HIP) es un proceso de fabricación que somete los componentes a alta temperatura y a una presión extrema y uniforme. Al aplicar un gas inerte como el argón a temperaturas elevadas dentro de un recipiente sellado, el HIP mejora fundamentalmente las propiedades de un material al eliminar los vacíos internos y crear una estructura completamente densa.
El valor fundamental del Prensado Isostático en Caliente radica en su capacidad para utilizar presión uniforme basada en gas para colapsar y sanar defectos internos —como poros en piezas fundidas o vacíos entre partículas de polvo— sin distorsionar la forma externa del componente. Esto da como resultado materiales con resistencia, ductilidad y resistencia a la fatiga superiores.

Cómo funciona el prensado isostático en caliente: el mecanismo principal
El prensado isostático en caliente combina tres elementos clave —temperatura, presión y una atmósfera inerte— para lograr la densificación o la unión.
El principio fundamental
El proceso funciona calentando un material hasta un punto en el que se vuelve blando y maleable, pero típicamente por debajo de su punto de fusión. Simultáneamente, se aplica una presión inmensa, proporcionando la fuerza necesaria para colapsar cualquier porosidad interna.
El papel del gas inerte
Se utiliza un gas inerte, más comúnmente argón, como medio de transmisión de presión. Se elige porque no reaccionará químicamente con el material que se está procesando, incluso a temperaturas extremas. Este gas llena la cámara y ejerce una presión uniforme, o isostática, sobre cada superficie de la pieza.
El proceso paso a paso
Un ciclo HIP típico está controlado con precisión por computadoras y sigue una secuencia clara:
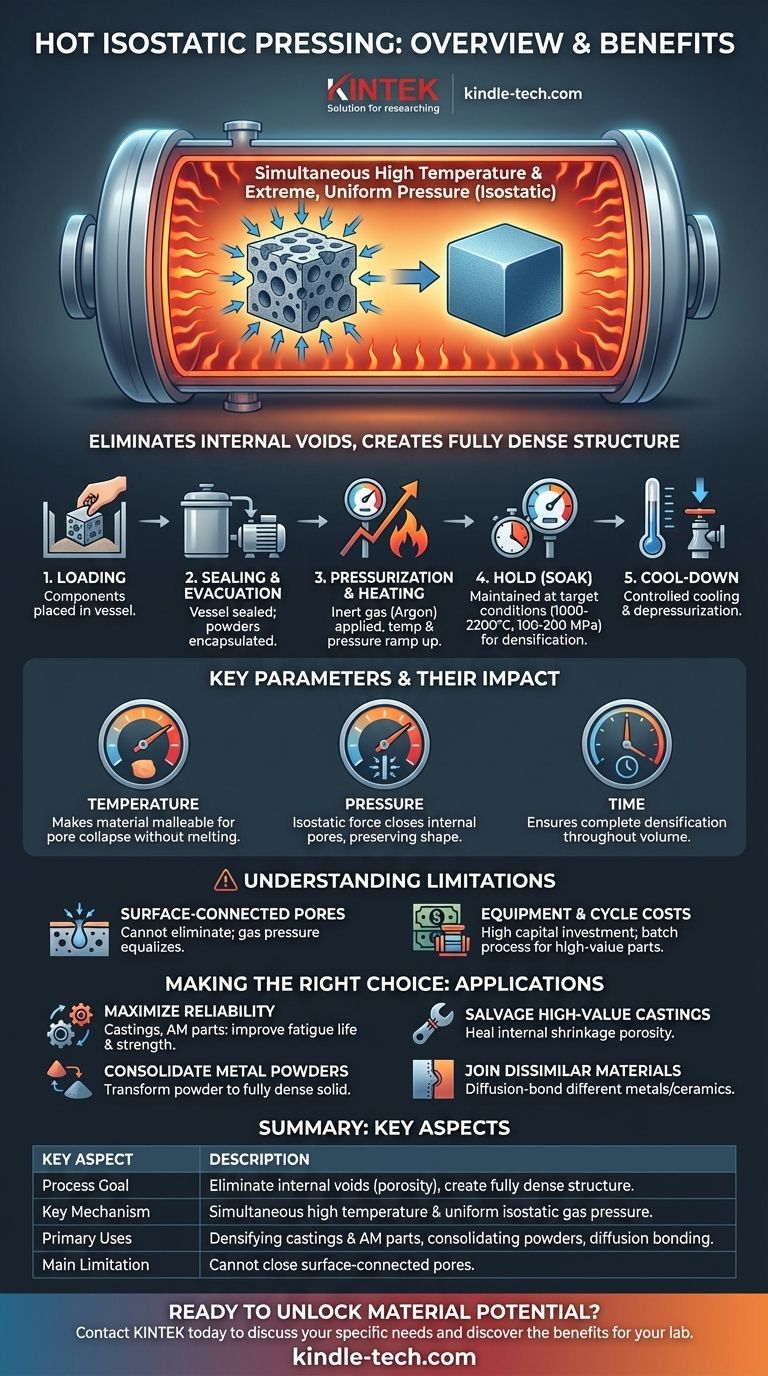
- Carga: Los componentes se colocan dentro de la cámara de calentamiento del recipiente HIP.
- Sellado y evacuación: El recipiente se sella. Para procesar polvos, primero se sellan en un recipiente hermético al gas bajo vacío.
- Presurización y calentamiento: La cámara se llena con gas inerte a una presión inicial y el horno comienza a calentar. Tanto la temperatura como la presión aumentan según un ciclo preprogramado.
- Mantenimiento (Remojo): El componente se mantiene a la temperatura objetivo (1000–2200 °C) y presión (100–200 MPa) durante una duración específica para permitir la densificación completa.
- Enfriamiento: El sistema pasa por una fase controlada de enfriamiento y despresurización, asegurando que las piezas sean seguras de manipular al retirarlas.
Parámetros clave y su impacto
La eficacia del proceso HIP depende del control preciso de sus principales variables, que se adaptan al material específico y al resultado deseado.
Temperatura
La temperatura se elige para que el material sea lo suficientemente blando como para que se produzca una deformación plástica. Esto permite que los vacíos internos colapsen bajo presión sin fundir el componente.
Presión
La alta presión isostática proporciona la fuerza impulsora para la densificación. Debido a que la presión se aplica por igual desde todas las direcciones, cierra los poros internos sin cambiar la forma o las dimensiones netas de la pieza.
Tiempo
La duración del ciclo, particularmente el tiempo de mantenimiento a la temperatura y presión máximas, asegura que el proceso de densificación se complete en todo el volumen del material, brindando resultados confiables y repetibles.
Comprensión de las ventajas y limitaciones
Aunque potente, el HIP no es una solución universal. Comprender sus limitaciones es fundamental para su aplicación exitosa.
Incapacidad para cerrar poros conectados a la superficie
El HIP solo puede eliminar vacíos internos y aislados. Si un poro está conectado a la superficie del componente, el gas a alta presión simplemente llenará el poro, igualando la presión e impidiendo que colapse. Por eso los polvos deben encapsularse en un recipiente sellado antes del procesamiento.
Costos de equipos y ciclos
Los sistemas HIP están altamente especializados y representan una inversión de capital significativa. El proceso es una operación por lotes, no continua, lo que puede contribuir a mayores costos por pieza. Por lo tanto, se reserva con mayor frecuencia para componentes de alto valor donde el rendimiento final no es negociable.
No es un proceso correctivo para la forma
Si bien el HIP sobresale en la preservación de la forma casi neta de un componente, no puede corregir errores geométricos significativos. Las piezas ya deben fabricarse con su forma y dimensiones previstas antes de someterse al ciclo HIP.
Tomar la decisión correcta para su objetivo
Considere el Prensado Isostático en Caliente cuando los requisitos de rendimiento de su material justifiquen la inversión.
- Si su enfoque principal es maximizar la confiabilidad de los componentes críticos: Utilice HIP para eliminar defectos internos en piezas fundidas o fabricadas aditivamente, mejorando drásticamente la vida a la fatiga y la resistencia al impacto.
- Si su enfoque principal es salvar piezas fundidas de alto valor: Aplique HIP para sanar la porosidad de contracción interna, mejorando la integridad del material de piezas que de otro modo podrían desecharse.
- Si su enfoque principal es producir piezas densas a partir de polvos metálicos: Utilice HIP como un paso de consolidación para transformar polvos metálicos en un sólido completamente denso con propiedades mecánicas que pueden rivalizar con los materiales forjados.
- Si su enfoque principal es unir materiales disímiles: Aproveche HIP para unir por difusión diferentes metales o cerámicas, creando una unión metalúrgica robusta y sin vacíos que es difícil de lograr con otros métodos.
En última instancia, el Prensado Isostático en Caliente proporciona una herramienta poderosa para lograr un nivel de integridad y rendimiento del material que a menudo es inalcanzable a través de otros métodos de fabricación.
Tabla resumen:
| Aspecto clave | Descripción |
|---|---|
| Objetivo del proceso | Eliminar vacíos internos (porosidad) para crear una estructura de material completamente densa. |
| Mecanismo clave | Aplicación simultánea de alta temperatura y presión de gas uniforme e isostática. |
| Usos principales | Densificación de piezas fundidas y de fabricación aditiva, consolidación de polvos metálicos, unión por difusión. |
| Limitación principal | No puede cerrar poros conectados a la superficie del componente. |
¿Listo para liberar todo el potencial de sus materiales?
El Prensado Isostático en Caliente (HIP) puede transformar sus componentes de alto valor —desde piezas fundidas hasta piezas impresas en 3D— al ofrecer una densidad, resistencia y resistencia a la fatiga inigualables. KINTEK se especializa en equipos de laboratorio avanzados y consumibles, brindando soluciones para laboratorios que buscan mejorar el rendimiento y la confiabilidad de los materiales.
Deje que nuestros expertos le ayuden a determinar si el HIP es el proceso adecuado para su aplicación. Contacte a KINTEL hoy para discutir sus necesidades específicas y descubrir los beneficios para su laboratorio.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Moldes de Prensado Isostático para Laboratorio
La gente también pregunta
- ¿Cuál es la función de una Prensa Isostática en Caliente (WIP) en las celdas de bolsa totalmente de estado sólido? Optimizar la Densidad de la Batería
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Por qué el uso de una prensa isostática para cuerpos verdes de LSGM conduce a una reducción de la temperatura de sinterización? Aumento de la densidad
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico

















