
Un ingeniero aeroespacial mira un diseño para una nueva álabes de turbina. Debe resistir temperaturas infernales y tensiones inimaginables. Un investigador biomédico sostiene un plano para un implante de cadera de cerámica; necesita ser impecablemente liso y biocompatible, sin ninguna posibilidad de fallo.
En ambos mundos, el objetivo es el mismo: transformar un simple polvo en un objeto sólido de densidad casi perfecta.
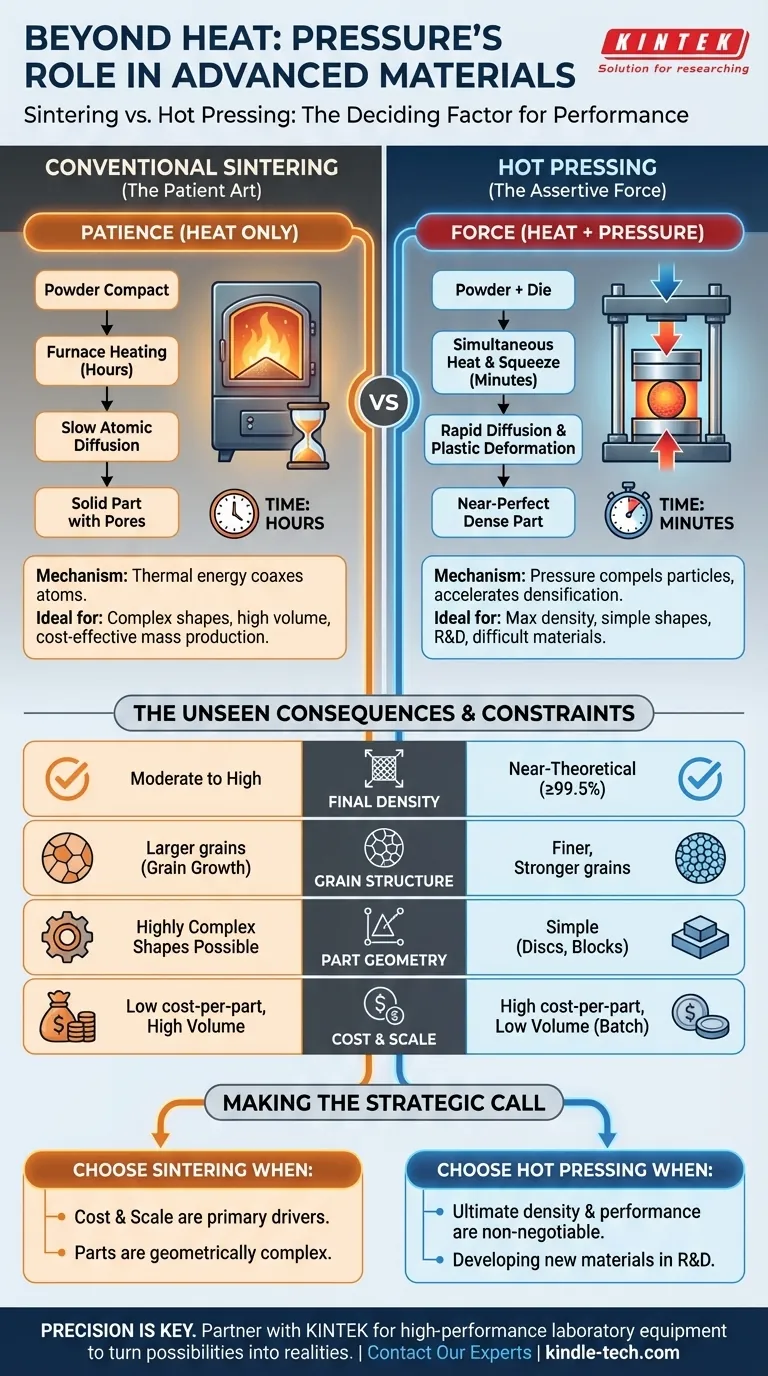
El camino hacia esa perfección, sin embargo, obliga a una elección fundamental. Es una decisión que enfrenta la paciencia contra la fuerza, el costo contra el rendimiento y la complejidad contra la escala. Esta es la elección entre la sinterización convencional y el prensado en caliente.
El conflicto central: Paciencia vs. Fuerza
En esencia, ambos procesos utilizan el calor para convencer a los granos individuales de polvo de que se unan, formando una masa sólida. La diferencia filosófica y práctica radica en una sola variable: la presión externa.
La sinterización convencional es un acto de paciencia. Compacta suavemente un polvo en una pieza "en verde", la coloca en un horno y espera. Durante horas, la energía térmica hace que los átomos migren a través de los límites de los granos, cerrando lentamente los espacios entre ellos. Es un proceso elegante impulsado enteramente por el calor y el tiempo.
El prensado en caliente es un acto de fuerza. Toma ese mismo polvo, pero en lugar de persuadirlo, lo *obliga*. El polvo se calienta y se comprime simultáneamente bajo una presión inmensa. Esta combinación no solo acelera la difusión atómica; deforma físicamente las partículas, forzándolas a entrar en cualquier vacío disponible. Es un proceso activado y asertivo que logra en minutos lo que la sinterización tarda horas en hacer.
La física de la creación: Dos caminos hacia un sólido
Esta diferencia fundamental —solo calor frente a calor y presión— crea dos vías distintas para la densificación, cada una con su propia marca en el material final.
El arte paciente de la sinterización
La sinterización es el caballo de batalla establecido de la metalurgia de polvos y la cerámica.
- Proceso: Una pieza preformada se calienta por debajo de su punto de fusión.
- Mecanismo: Los átomos se difunden a través de los límites de las partículas, impulsados por la energía térmica.
- Cronograma: El proceso es lento, a menudo requiere ciclos de horno de varias horas.
Se basa en la voluntad innata del material de unirse cuando se calienta. Su efectividad es una función de la temperatura, el tiempo y el empaquetamiento inicial del polvo.
La fuerza asertiva del prensado en caliente
El prensado en caliente es la herramienta del especialista, utilizada cuando se requieren las mejores propiedades absolutas.
- Proceso: El polvo se calienta y se compacta en un solo paso dentro de una matriz.
- Mecanismo: Una combinación de difusión atómica acelerada y deformación plástica física.
- Cronograma: Excepcionalmente rápido, con la densificación a menudo completa en 3-10 minutos.
La presión aplicada es un catalizador, que reduce drásticamente el tiempo y, a veces, incluso la temperatura necesaria para lograr un estado completamente denso.
Las consecuencias invisibles de una elección
La decisión de usar presión no se trata solo de velocidad. Altera fundamentalmente la microestructura y el rendimiento del componente final.
La búsqueda de la perfección: Densidad
El prensado en caliente logra consistentemente densidades finales más altas, a menudo acercándose al 100% de la densidad teórica del material. La presión es despiadadamente eficiente para eliminar los poros finales y rebeldes que pueden permanecer después de la sinterización convencional. Esto se traduce directamente en propiedades mecánicas superiores como la resistencia y la dureza.
La arquitectura de la fuerza: Crecimiento del grano
Dado que el prensado en caliente funciona a temperaturas más bajas y durante duraciones mucho más cortas, limita el crecimiento del grano. Una estructura de grano más fina suele ser más fuerte y resistente. Esto lo hace indispensable para cerámicas de alto rendimiento como el carburo de silicio y el nitruro de silicio, que son notoriamente difíciles de densificar sin que sus granos crezcan de forma incontrolada.
La realidad de las limitaciones: Costo, escala y forma
Si el prensado en caliente produce resultados superiores, ¿por qué no se utiliza para todo? Porque el rendimiento existe en un mundo de limitaciones prácticas y económicas. La elección a menudo tiene menos que ver con lo que es técnicamente mejor y más con lo que es prácticamente factible.
| Característica | Prensado en caliente | Sinterización convencional |
|---|---|---|
| Impulsor principal | Calor y alta presión | Solo calor |
| Densidad final | Casi teórica (≥99.5%) | De moderada a alta |
| Geometría de la pieza | Simple (discos, bloques) | Posibles formas muy complejas |
| Costo y escala | Alto costo por pieza, bajo volumen (proceso por lotes) | Bajo costo por pieza, alto volumen (producción en masa) |
| Aplicación ideal | I+D, máximo rendimiento, materiales difíciles de sinterizar | Producción en masa rentable, componentes intrincados |
Una prensa en caliente es una máquina compleja y costosa. Las matrices deben estar hechas de materiales exóticos como el grafito para sobrevivir a las condiciones punitivas. Esto hace que el costo por pieza sea alto. Además, la presión uniaxial limita la producción a formas simples. No se puede prensar en caliente un engranaje con dientes intrincados.
La sinterización convencional, especialmente cuando se combina con métodos como el moldeo por inyección de metales (MIM), sobresale en la producción de miles de piezas geométricamente complejas a bajo costo por pieza.
Tomando la decisión: Un marco para su objetivo
En última instancia, la elección es estratégica. Debe sopesar las demandas de su aplicación frente a las realidades de su presupuesto y escala de producción.
- Elija el prensado en caliente cuando: La densidad y el rendimiento mecánico más altos absolutos son innegociables. Está trabajando con materiales difíciles de sinterizar o desarrollando otros nuevos en un entorno de laboratorio donde la velocidad y la calidad priman sobre el costo.
- Elija la sinterización convencional cuando: Está fabricando piezas geométricamente complejas en grandes volúmenes, y la rentabilidad es un impulsor principal.
Navegar por estas compensaciones requiere no solo conocimiento, sino las herramientas de laboratorio adecuadas. Para los investigadores e ingenieros que superan los límites de la ciencia de los materiales, tener acceso a equipos de alto rendimiento de un proveedor confiable como KINTEK no es un lujo, es una necesidad. La capacidad de controlar la temperatura y la presión con precisión es lo que convierte las posibilidades teóricas en realidades físicas.
Si se enfrenta a esta decisión crítica para su material o aplicación, el primer paso es comprender las capacidades de su equipo. Contacte a nuestros expertos
Guía Visual
Productos relacionados
- Prensa Hidráulica Calefactada con Placas Calefactadas, Prensa en Caliente Manual Dividida de Laboratorio
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Máquina de Prensa Hidráulica Calefactora Automática con Placas Calefactoras para Prensa en Caliente de Laboratorio
- Máquina de prensa hidráulica con calentamiento y placas calientes para prensa en caliente de laboratorio con caja de vacío
- Prensa Hidráulica Calefactada con Placas Térmicas para Caja de Vacío, Prensa en Caliente de Laboratorio
Artículos relacionados
- Por qué sus piezas compuestas y de polímero siguen fallando: El secreto es el calor y la presión simultáneos
- Cómo elegir una prensa caliente de laboratorio
- Guía completa de prensa hidráulica en caliente: función, características y aplicaciones
- Elegir la prensa adecuada para las necesidades de su laboratorio
- Cómo mantener la máquina de prensado en caliente de laboratorio manual


















