Sí, se puede aplicar un tratamiento térmico a una pieza metálica más de una vez. De hecho, el retratamiento térmico es una práctica estándar y a menudo necesaria en metalurgia. Se utiliza para corregir un tratamiento previo que no cumplió con las especificaciones, para alterar las propiedades de una pieza para pasos de fabricación posteriores, o como parte de un proceso de múltiples etapas para lograr una estructura final altamente refinada.
El retratamiento térmico es un "botón de reinicio" metalúrgico. Cada vez que se calienta correctamente una pieza de acero por encima de su temperatura crítica, se borra su estructura cristalina anterior, lo que permite reformarla en una nueva. Sin embargo, cada ciclo conlleva riesgos como la distorsión y la pérdida de carbono que deben gestionarse cuidadosamente.

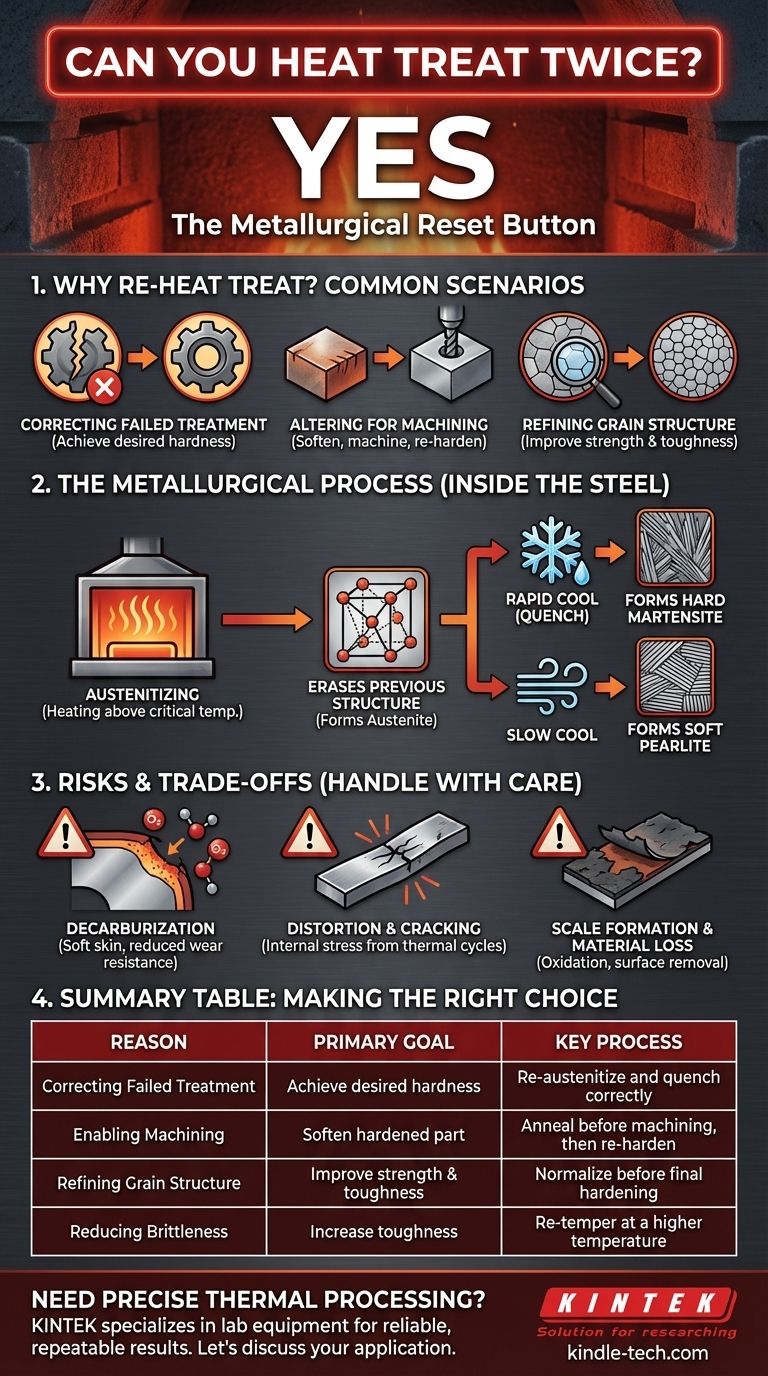
¿Por qué retratar térmicamente? Escenarios comunes
Comprender las razones del retratamiento térmico revela su importancia como herramienta correctiva y estratégica en la fabricación y el trabajo del metal.
Corrección de un tratamiento fallido
Si una pieza sale de un proceso de endurecimiento demasiado blanda, significa que el temple no tuvo éxito. Esto podría deberse a una velocidad de enfriamiento lenta o a una temperatura incorrecta.
Para solucionarlo, la pieza se calienta de nuevo a su temperatura crítica (austenitización) y luego se templa correctamente. Este segundo intento, si tiene éxito, producirá la dureza deseada.
Alteración de las propiedades para el mecanizado
Imagine una pieza que ha sido endurecida pero que ahora requiere perforaciones o fresados adicionales. Intentar mecanizar una pieza completamente endurecida es difícil, costoso y puede arruinar las herramientas.
La solución es realizar un ciclo de recocido, un tipo específico de tratamiento térmico que ablanda mucho el metal. Después de que la pieza se recoce y se mecaniza, se puede volver a endurecer y templar según sus especificaciones finales requeridas.
Refinamiento de la estructura del grano
Procesos como la forja pueden dejar el metal con una estructura de grano grande e inconsistente, lo que puede afectar negativamente su resistencia y tenacidad.
A menudo se realiza un tratamiento térmico llamado normalizado después de la forja para crear una estructura de grano más pequeña y uniforme. Esto se sigue luego con los ciclos finales de endurecimiento y templado para lograr las propiedades mecánicas deseadas. Este es un proceso de tratamiento térmico planificado y de múltiples etapas.
El proceso metalúrgico: lo que sucede en el interior
Para confiar en el proceso, debe comprender lo que sucede a nivel microscópico dentro del acero.
Borrado de la microestructura anterior
Calentar una pieza de acero al carbono por encima de su temperatura crítica (típicamente entre 1400-1600°F o 760-870°C) transforma su estructura cristalina interna en un estado llamado austenita.
Esta transformación disuelve eficazmente la estructura anterior, ya sea perlita blanda (del recocido) o martensita dura (del endurecimiento). Le da al material una pizarra limpia.
Un nuevo comienzo para el temple
Una vez que el acero está completamente austenítico, está listo para el siguiente paso. La velocidad de enfriamiento posterior determina la nueva microestructura.
Un enfriamiento rápido (temple) formará martensita dura. Un enfriamiento lento formará perlita blanda. Por eso, la reaustenitización es clave para cualquier retratamiento térmico.
Comprensión de los riesgos y las compensaciones
Aunque potente, el retratamiento térmico no está exento de consecuencias. Cada ciclo térmico introduce estrés y potencial de degradación.
Descarburación
Este es uno de los riesgos más significativos. Cuando el acero se mantiene a altas temperaturas en una atmósfera que contiene oxígeno, los átomos de carbono pueden migrar desde la superficie de la pieza.
Esto deja una "piel" blanda y con bajo contenido de carbono en el componente, lo que es perjudicial para la resistencia al desgaste y la vida a fatiga. El uso de una atmósfera controlada y sin oxígeno o recubrimientos especializados puede prevenir esto.
Distorsión y agrietamiento
Cada ciclo de calentamiento y enfriamiento rápido introduce un inmenso estrés interno. Este estrés puede hacer que la pieza se deforme, se retuerza o cambie de dimensiones.
Las geometrías complejas o las piezas con secciones gruesas y delgadas son especialmente vulnerables. En casos graves, particularmente si la pieza no se templa correctamente entre los ciclos de endurecimiento, este estrés puede provocar agrietamiento.
Formación de cascarilla y pérdida de material
Calentar acero en presencia de aire forma una capa de óxido oscura y escamosa conocida como cascarilla. Esta cascarilla debe eliminarse, típicamente mediante chorro de arena o decapado químico.
Aunque menor, este proceso elimina una pequeña cantidad de material superficial con cada ciclo. Para piezas de alta precisión, esta pérdida de material debe tenerse en cuenta.
Tomar la decisión correcta para su objetivo
Utilice las siguientes pautas para determinar su enfoque.
- Si su objetivo principal es corregir un endurecimiento fallido: Reaustenitice la pieza por completo, luego realice el ciclo de temple y revenido nuevamente, asegurándose de que sus parámetros sean correctos esta vez.
- Si su objetivo principal es permitir el mecanizado en una pieza dura: Realice un ciclo de recocido completo para ablandar el material lo más posible antes de proceder con el tratamiento de endurecimiento final después del mecanizado.
- Si su objetivo principal es refinar una estructura de grano grueso: Utilice un ciclo de normalizado antes de su endurecimiento y templado final para lograr un producto final más resistente y fiable.
- Si su objetivo principal es reducir la fragilidad después del endurecimiento: Una pieza puede ser retemplada a una temperatura más alta para aumentar su tenacidad (a expensas de cierta dureza) sin necesidad de ser completamente reendurecida.
Tratar cada ciclo térmico como un paso deliberado y controlado le da el poder de diseñar con precisión el rendimiento final de su material.
Tabla resumen:
| Razón para el retratamiento térmico | Objetivo principal | Proceso clave |
|---|---|---|
| Corrección de un tratamiento fallido | Lograr la dureza deseada | Reaustenitizar y templar correctamente |
| Permitir el mecanizado | Ablandar la pieza endurecida | Recocer antes del mecanizado, luego reendurecer |
| Refinar la estructura del grano | Mejorar la resistencia y la tenacidad | Normalizar antes del endurecimiento final |
| Reducir la fragilidad | Aumentar la tenacidad | Retemplar a una temperatura más alta |
¿Necesita un procesamiento térmico preciso para su laboratorio o producción?
El retratamiento térmico requiere un control exacto de la temperatura para evitar la descarburación, la distorsión y la formación de cascarilla. KINTEK se especializa en equipos de laboratorio y consumibles que garantizan resultados fiables. Nuestros hornos y sistemas de atmósfera controlada están diseñados para los ciclos de tratamiento térmico repetibles y de alta calidad que sus proyectos demandan.
Analicemos su aplicación específica. Contacte hoy mismo a nuestros expertos en procesamiento térmico para encontrar la solución adecuada para las necesidades de su laboratorio.
Guía Visual
Productos relacionados
- Horno de Tratamiento Térmico al Vacío con Revestimiento de Fibra Cerámica
- Horno de tratamiento térmico al vacío de grafito de 2200 ℃
- Horno de Tratamiento Térmico al Vacío de Molibdeno
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
La gente también pregunta
- ¿Qué es el proceso de tratamiento térmico al vacío? Logre un control, limpieza y calidad superiores
- ¿Cuáles son los tres métodos principales de enfriamiento para un horno de tratamiento térmico al vacío? Optimizar la dureza y el acabado de la superficie
- ¿Cuáles son los fallos relacionados con las operaciones de tratamiento térmico? Prevenir la distorsión, el agrietamiento y las manchas blandas
- ¿Qué es un horno de tratamiento térmico al vacío? La guía definitiva para el procesamiento en atmósfera controlada
- ¿Cómo funciona el tratamiento térmico al vacío? Logre propiedades de material superiores en un entorno prístino



















