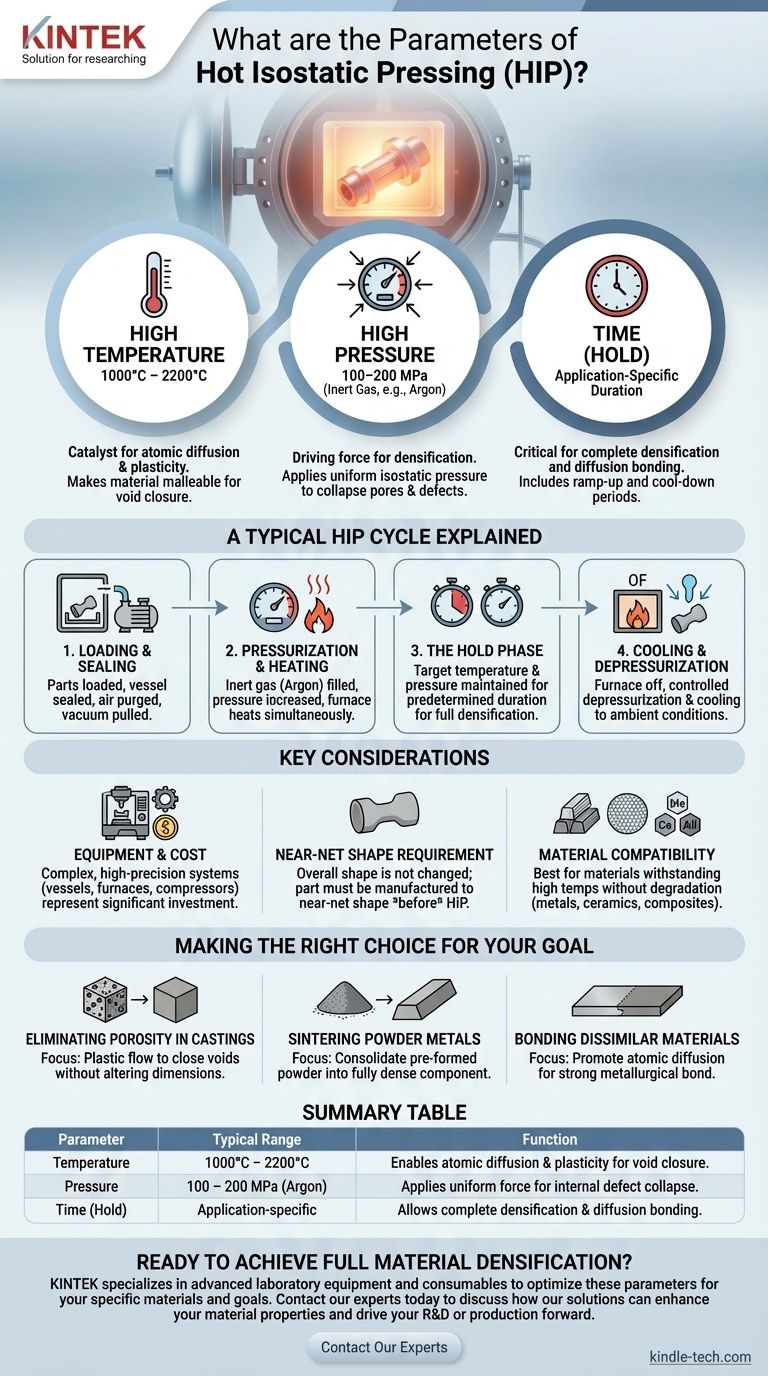
En esencia, el prensado isostático en caliente (HIP) se define por tres parámetros principales: alta temperatura, alta presión y la duración del ciclo de proceso. Esta técnica de fabricación avanzada aplica una presión uniforme en todas las direcciones a un componente, que generalmente oscila entre 100 y 200 MPa, mientras lo calienta simultáneamente en un horno a temperaturas de entre 1000 °C y 2200 °C. Se utiliza un gas inerte, como el argón, como medio para transferir esta presión de manera uniforme, asegurando que la pieza se densifique o se una sin cambiar su forma general.
La idea fundamental es que el prensado isostático en caliente no se trata solo de aplicar calor y presión, sino del control preciso y simultáneo de estos parámetros dentro de una atmósfera controlada para lograr la densificación completa del material, eliminar defectos internos o crear una unión metalúrgica entre los materiales.

Los Parámetros Centrales del Proceso HIP
Para comprender el prensado isostático en caliente, debe comprender la función de cada variable controlada. El proceso tiene lugar dentro de un sistema especializado que consta de una cámara de alta presión, un horno de calentamiento interno y sofisticados sistemas de control.
Alta Temperatura
La temperatura es el catalizador del cambio a nivel microscópico. Al calentar el material a una alta temperatura, generalmente por debajo de su punto de fusión, se permite la difusión atómica y la deformación plástica. Esto hace que el material sea lo suficientemente maleable como para que colapsen los vacíos internos.
Presión Isostática
La presión es la fuerza impulsora para la densificación. Un gas inerte, casi siempre argón, se comprime a niveles extremadamente altos (100–200 MPa) dentro de la cámara. Este gas aplica una presión uniforme, o isostática, desde todas las direcciones sobre el componente, forzando físicamente a que los poros internos, vacíos y defectos se cierren y suelden.
Tiempo de Proceso
El tercer parámetro crítico es el tiempo. El componente se mantiene a la temperatura y presión objetivo durante una duración específica, conocida como el tiempo de mantenimiento. Este período es esencial para permitir que el material se densifique por completo y para que ocurra la unión por difusión donde sea necesario. El ciclo total también incluye períodos controlados de rampa ascendente y enfriamiento.
Explicación de un Ciclo HIP Típico
Los parámetros de temperatura, presión y tiempo no se aplican al azar. Se gestionan dentro de un ciclo de proceso altamente controlado y repetible para garantizar resultados consistentes.
1. Carga y Sellado
Primero, las piezas o componentes se cargan en la cámara de calentamiento, que luego se sella dentro de la cámara principal de alta presión. La cámara se purga de aire y se aplica vacío para eliminar cualquier gas reactivo como el oxígeno.
2. Presurización y Calentamiento
La cámara se llena con gas argón inerte y la presión aumenta utilizando un compresor. Simultáneamente, el horno interno comienza a calentar la cámara y los componentes. Estos dos parámetros se elevan de manera controlada y sincronizada.
3. Fase de Mantenimiento
Una vez alcanzada la temperatura y presión objetivo, el sistema entra en la fase de mantenimiento. El sistema de control mantiene estos parámetros con alta precisión durante la cantidad de tiempo predeterminada, permitiendo que el material alcance su estado final y completamente denso.
4. Enfriamiento y Despresurización
Una vez completada la fase de mantenimiento, se apaga el horno y la cámara comienza a enfriarse. La presión del gas se libera lenta y seguramente en una fase controlada de despresurización. Una vez alcanzadas las condiciones ambientales, los componentes pueden retirarse de forma segura.
Comprensión de las Consideraciones Clave
Aunque es potente, el proceso HIP implica restricciones y compensaciones específicas que es importante comprender.
Equipo y Costo
Los sistemas HIP son equipos muy complejos y precisos. Consisten en una cámara de presión de paredes gruesas, un horno de alta temperatura, compresores de gas, bombas de vacío y sistemas de control avanzados. Esta complejidad hace que el proceso sea una inversión significativa.
Requisito de Forma Casi Neta
La naturaleza isostática de la presión garantiza que no se cambie la forma general de un componente. Esto significa que la pieza debe fabricarse con su forma casi neta antes del ciclo HIP. El HIP es un proceso de densificación o unión, no un proceso de conformado.
Compatibilidad de Materiales
El proceso es más adecuado para materiales que pueden soportar altas temperaturas sin degradarse. Esto incluye la mayoría de los metales, aleaciones, cerámicas y ciertos materiales compuestos. Los parámetros específicos de temperatura y presión deben seleccionarse cuidadosamente en función del material que se está procesando.
Tomando la Decisión Correcta para su Objetivo
Los parámetros exactos para un ciclo HIP se eligen en función del material y el resultado deseado.
- Si su enfoque principal es eliminar la porosidad en las fundiciones: La clave es seleccionar una temperatura y presión suficientes para provocar el flujo plástico y cerrar los vacíos internos sin alterar las dimensiones críticas de la pieza.
- Si su enfoque principal es sinterizar polvos metálicos: Los parámetros deben controlarse con precisión para consolidar una forma de polvo preformada en un componente sólido completamente denso con propiedades mecánicas óptimas.
- Si su enfoque principal es unir materiales disímiles: El ciclo debe diseñarse cuidadosamente para promover la difusión atómica a través de la interfaz de los dos materiales, creando una verdadera unión metalúrgica más fuerte que los materiales base.
En última instancia, dominar la interacción de la temperatura, la presión y el tiempo es la clave para desbloquear todo el potencial del prensado isostático en caliente para su aplicación.
Tabla Resumen:
| Parámetro | Rango Típico | Función |
|---|---|---|
| Temperatura | 1000 °C – 2200 °C | Permite la difusión atómica y la plasticidad del material para el cierre de vacíos. |
| Presión | 100 – 200 MPa (Argón) | Aplica una fuerza uniforme desde todas las direcciones para colapsar los defectos internos. |
| Tiempo (Mantenimiento) | Específico de la aplicación | Permite que se produzca la densificación completa y la unión por difusión. |
¿Listo para lograr la densificación completa del material y eliminar los defectos internos?
El control preciso de la temperatura, la presión y el tiempo es fundamental para un ciclo exitoso de Prensado Isostático en Caliente (HIP). KINTEK se especializa en equipos y consumibles de laboratorio avanzados, proporcionando la tecnología y la experiencia para optimizar estos parámetros para sus materiales y objetivos específicos, ya sea que trabaje con fundiciones, metales en polvo o compuestos avanzados.
Contacte a nuestros expertos hoy mismo para analizar cómo nuestras soluciones pueden mejorar sus propiedades de los materiales e impulsar su I+D o producción.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Hidráulica Calefactada de 24T 30T 60T con Placas Calefactoras para Prensa en Caliente de Laboratorio
La gente también pregunta
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?

















