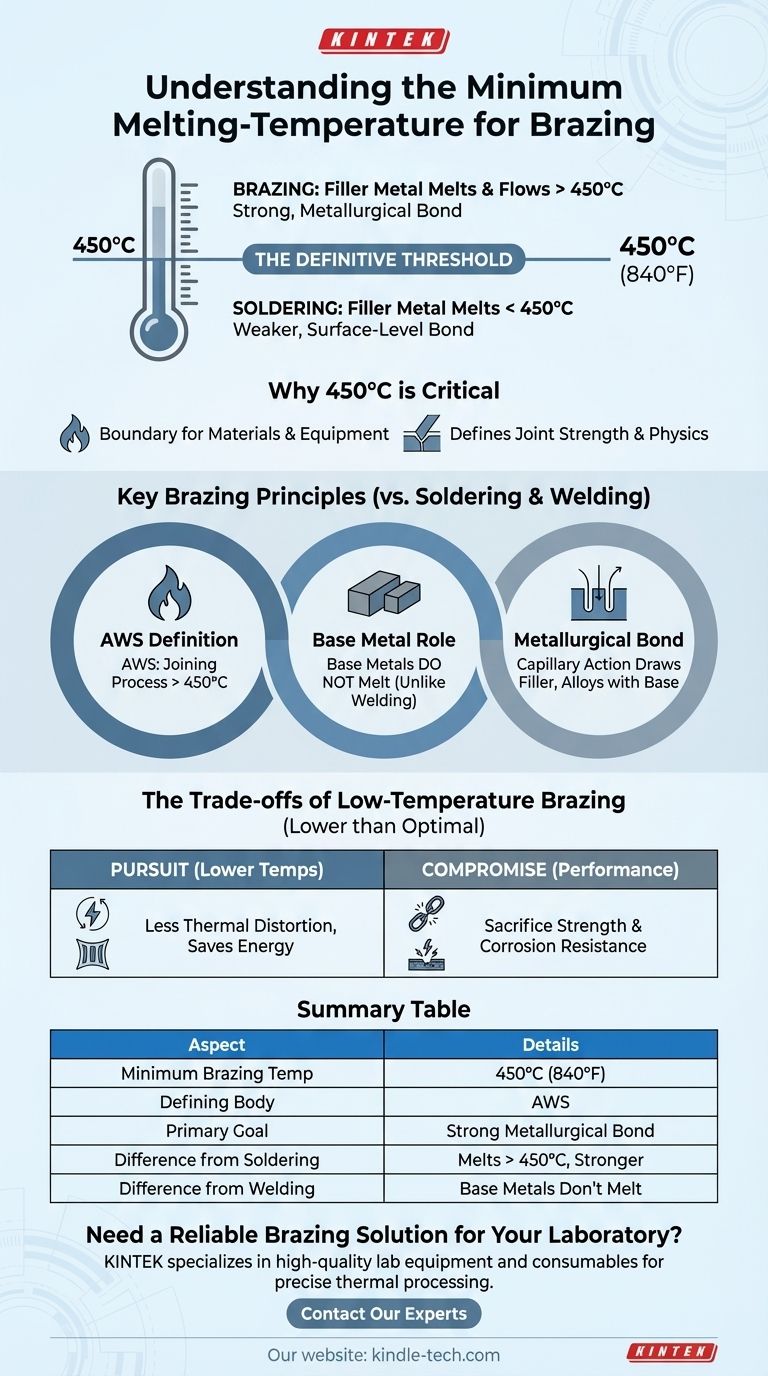
La temperatura mínima de fusión definitiva para que un material de aporte sea clasificado para soldadura fuerte es de 450°C (840°F). Esta temperatura es la línea divisoria reconocida internacionalmente que separa la soldadura fuerte del proceso de soldadura blanda, que se realiza a menor temperatura. Para que un proceso se considere soldadura fuerte, el metal de aporte debe fundirse y fluir por encima de este punto, pero siempre por debajo del punto de fusión de los metales base que se unen.
El principio fundamental no es solo la temperatura en sí, sino lo que representa. El umbral de 450°C (840°F) distingue la soldadura fuerte —un proceso que crea una unión fuerte, metalúrgicamente ligada mediante acción capilar— de la soldadura blanda, que típicamente resulta en una unión más débil y a nivel superficial.

Por qué 450°C es el umbral crítico
Comprender esta temperatura específica revela la física fundamental que define todo el proceso de unión. Es la condición límite que dicta los materiales, el equipo y la resistencia resultante del conjunto final.
Definiendo soldadura fuerte vs. soldadura blanda
La American Welding Society (AWS) define formalmente la soldadura fuerte como un grupo de procesos de unión que utilizan un metal de aporte con una temperatura de liquidus (fusión) superior a 450°C (840°F).
Por el contrario, cualquier proceso similar que utilice un metal de aporte que se funda por debajo de esta temperatura se define como soldadura blanda. Esta distinción es crucial para la selección de materiales y las especificaciones de ingeniería.
El papel del metal base
Un principio clave de la soldadura fuerte es que los metales base que se unen no se funden. El proceso se basa en calentar una unión a una temperatura lo suficientemente alta como para fundir la aleación de aporte, pero lo suficientemente baja como para mantener sólidas las piezas base, como acero, cobre o latón.
Esta es la principal diferencia entre la soldadura fuerte y la soldadura por fusión, donde los metales base se funden y se fusionan.
Cómo se forma la unión metalúrgica
El calor utilizado en la soldadura fuerte (por encima de 450°C) es suficiente para crear una fuerte unión metalúrgica entre el metal de aporte y los metales base.
A estas temperaturas, el metal de aporte líquido es atraído hacia la unión ajustada por acción capilar. Luego se alea con una capa delgada del metal base, creando una unión permanente al enfriarse que a menudo es más fuerte que el propio metal de aporte.
Las compensaciones de la soldadura fuerte a baja temperatura
Si bien 450°C es el mínimo, existe un impulso constante en ingeniería para desarrollar aleaciones que funcionen a las temperaturas más bajas posibles dentro del rango de soldadura fuerte. Sin embargo, esta búsqueda implica compromisos significativos.
La búsqueda de temperaturas más bajas
Operar a temperaturas más bajas reduce el riesgo de distorsión térmica en las piezas base, ahorra energía y puede acelerar los ciclos de producción. Esto hace que el desarrollo de aleaciones de soldadura fuerte eficaces a baja temperatura sea un objetivo muy deseable.
El compromiso en el rendimiento
Como se señala en la investigación de laboratorio, muchas aleaciones experimentales de soldadura fuerte a baja temperatura aún no han cumplido los requisitos industriales.
Estas aleaciones especializadas a menudo sacrifican propiedades críticas como la resistencia a la corrosión y la resistencia mecánica para lograr un punto de fusión más bajo. Esto las hace inadecuadas para muchas aplicaciones exigentes.
La importancia del fundente
El fundente es un compuesto químico utilizado para limpiar y proteger los metales base de la oxidación durante el calentamiento, lo cual es esencial para el flujo adecuado del metal de aporte.
El fundente debe tener un rango de fusión y activación que sea compatible con el metal de aporte. Por ejemplo, algunos fundentes comunes se activan alrededor de 565°C (1049°F), lo que significa que solo son adecuados para aleaciones de soldadura fuerte que se funden a o por encima de esa temperatura.
Tomar la decisión correcta para su aplicación
Su elección del proceso de unión depende completamente de la resistencia requerida, las condiciones de operación y las propiedades del material del conjunto final.
- Si su enfoque principal es la máxima resistencia de la unión y el rendimiento a alta temperatura: La soldadura fuerte es la elección correcta, utilizando aleaciones que operan muy por encima del mínimo de 450°C.
- Si su enfoque principal es unir componentes sensibles al calor o minimizar la distorsión térmica: La soldadura blanda, que opera por debajo del umbral de 450°C, es el proceso apropiado.
- Si está explorando aplicaciones especializadas de bajo calor: Tenga en cuenta que las aleaciones experimentales de soldadura fuerte a baja temperatura requieren una validación cuidadosa de sus propiedades mecánicas y químicas antes de su uso industrial.
Comprender este umbral de temperatura fundamental es el primer paso para seleccionar una estrategia de unión confiable y efectiva para su proyecto.
Tabla resumen:
| Aspecto clave | Detalles |
|---|---|
| Temperatura mínima de soldadura fuerte | 450°C (840°F) |
| Organismo definitorio | American Welding Society (AWS) |
| Objetivo principal | Crear una unión metalúrgica mediante acción capilar |
| Diferencia clave con la soldadura blanda | El metal de aporte se funde por encima de 450°C, creando uniones más fuertes |
| Diferencia clave con la soldadura por fusión | Los metales base no se funden; solo lo hace el metal de aporte |
¿Necesita una solución de soldadura fuerte fiable para su laboratorio?
Elegir los materiales y equipos de soldadura fuerte adecuados es fundamental para lograr uniones fuertes y duraderas en su investigación o producción. KINTEK se especializa en proporcionar equipos de laboratorio y consumibles de alta calidad adaptados a sus necesidades precisas de procesamiento térmico.
Contacte hoy mismo a nuestros expertos para discutir cómo nuestras soluciones pueden ayudarle a optimizar sus procesos de soldadura fuerte, garantizar resultados consistentes y mejorar la integridad de sus ensamblajes.
Guía Visual
Productos relacionados
La gente también pregunta
- ¿Cuál es el metal más fácil de fundir? Comience con estaño y peltre para una fundición segura y sencilla
- ¿La espuma metálica es cara? Desentrañando el alto coste de los materiales avanzados
- ¿Cuáles son los tamaños y espesores disponibles para la espuma de cobre? Optimice su rendimiento térmico y de filtración
- ¿Cómo se fabrica la espuma de cobre? Una guía paso a paso para crear estructuras metálicas porosas
- ¿Cuáles son las características de la espuma de cobre? Descubra soluciones térmicas y eléctricas de alto rendimiento
