
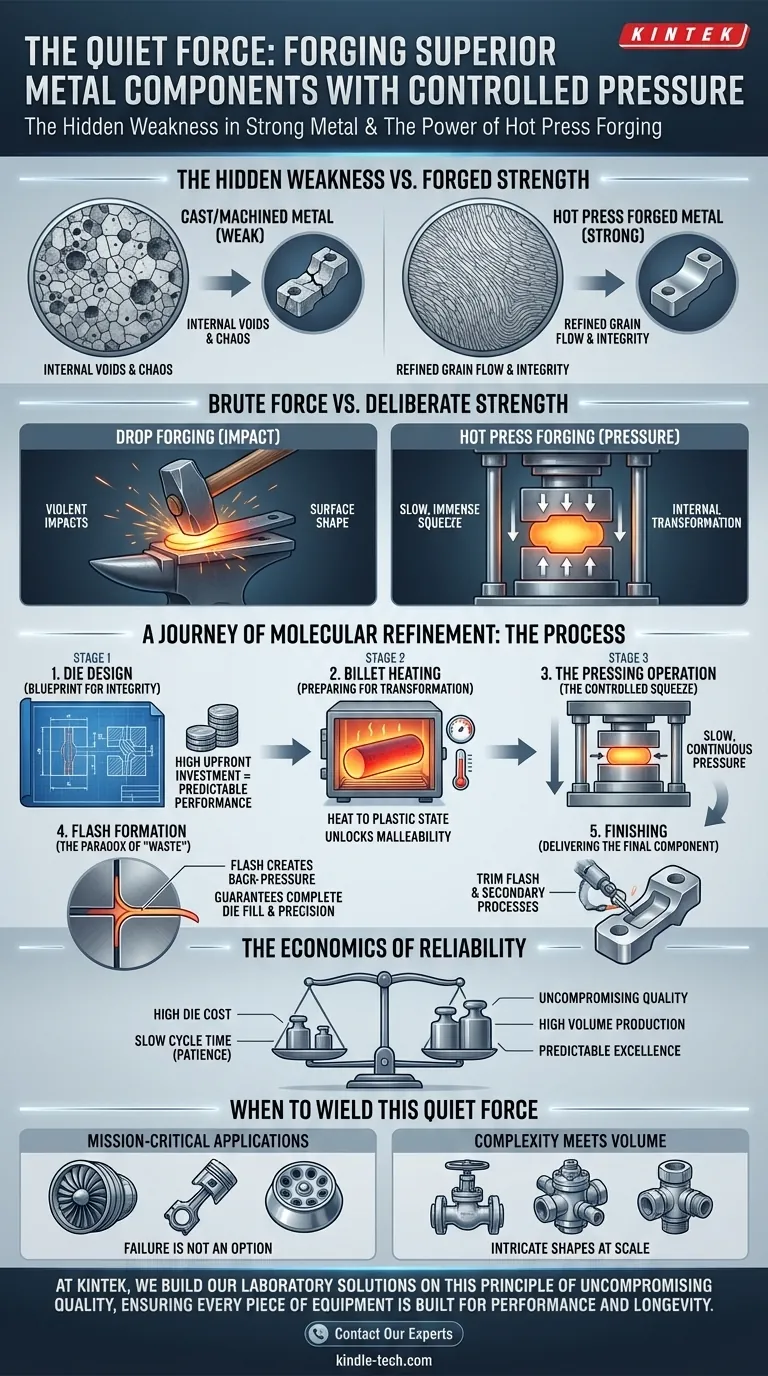
La Debilidad Oculta en el Metal Fuerte
Imagine un componente crítico dentro de una centrifugadora de laboratorio de alta velocidad o un accesorio estructural en una prensa industrial. A simple vista, parece sólido, un monolito de fuerza. Sin embargo, su verdadera vulnerabilidad se esconde en lo profundo de su estructura cristalina: un paisaje microscópico de límites de grano y posibles vacíos.
La falla catastrófica a menudo comienza en este nivel invisible. Es por eso que el método utilizado para dar forma a una pieza de metal es tan importante como el metal en sí. No se trata solo de crear una forma; se trata de infundir integridad desde adentro hacia afuera.
Fuerza Bruta vs. Fuerza Deliberada
Cuando pensamos en forja, a menudo imaginamos los golpes violentos y percusivos de un martillo. Esa es una forma, conocida como forja por caída. Pero existe un enfoque más silencioso y metódico: la forja en caliente.
En lugar de una serie de impactos, la forja en caliente aplica una presión única, continua e inmensa. Es la diferencia entre golpear masa y amasarla lentamente. Uno crea una forma superficial, pero el otro transforma completamente la estructura interna. Esta aplicación lenta de fuerza es la clave para forjar propiedades mecánicas superiores.
Un Viaje de Refinamiento Molecular
El viaje desde un tocho de metal en bruto hasta un componente de alta fatiga es una clase magistral en metalurgia controlada. Cada paso es deliberado, diseñado para organizar el caos interno del metal en una estructura uniforme y resistente.
H3: El Plan para la Integridad: Diseño de Herramientas y Matrices
El proceso comienza no con calor o presión, sino con ingeniería. Las matrices —moldes de acero endurecido— se diseñan meticulosamente. Son el plano de la forma final de la pieza y, lo que es más importante, del flujo de grano interno.
El importante costo inicial de estas matrices no es solo por un molde; es una inversión en el rendimiento final y predecible de la pieza.
H3: Preparación para la Transformación: Calentamiento del Tocho
A continuación, un tocho de metal en bruto se calienta en un horno. El objetivo no es derretirlo, sino llevarlo a una temperatura precisa donde se vuelva plástico y maleable.
Este es el momento en que la rígida red cristalina del metal se desbloquea, haciéndola receptiva al cambio sin agrietarse ni debilitarse. Está preparada para su transformación.
H3: El Apretón Controlado: La Operación de Prensado
El tocho calentado se coloca en la matriz inferior. Luego, una prensa hidráulica o mecánica acciona la matriz superior hacia abajo con un apretón lento, potente y continuo.
Esta presión penetra profundamente en el núcleo del metal, obligando a los granos a reorientarse y refinarse a lo largo de los contornos de la matriz. Los vacíos se comprimen y eliminan. El resultado es una estructura de grano densa y uniforme que confiere a la pieza su excepcional resistencia a la fatiga y a la tracción.
H3: La Paradoja del "Desperdicio": El Papel de la Rebabas
A medida que las matrices se cierran, una pequeña cantidad de material sobrante se exprime en una fina cinta alrededor de la pieza. Esto se llama "rebabas".
Lejos de ser un defecto, las rebabas son una característica crucial y planificada. A medida que esta fina cinta se enfría y resiste el flujo, crea una contrapresión dentro de la cavidad de la matriz. Esta presión asegura que el metal llene completamente cada detalle intrincado del molde, creando una pieza de forma casi neta con una precisión increíble. Lo que parece desperdicio es en realidad una garantía de calidad.
La Economía de la Fiabilidad
Elegir la forja en caliente es una decisión estratégica, impulsada por una clara comprensión de sus compensaciones.
- El Alto Costo de la Certeza: Las matrices robustas y resistentes al calor son caras. Esto hace que el proceso sea más adecuado para tiradas de producción de volumen medio a alto, donde el costo se puede amortizar en miles de piezas fiables. Es el precio que se paga por la excelencia predecible.
- La Paciencia como Virtud de Ingeniería: El lento tiempo de ciclo es una compensación directa por la calidad. Se sacrifica la velocidad para asegurar que la presión tenga tiempo de hacer su magia en lo profundo del material, un compromiso que no es negociable para aplicaciones críticas.
| Etapa Clave | Acción Principal | Resultado Central |
|---|---|---|
| Diseño de Matrices | Ingeniería de herramientas de alta resistencia | Define la geometría de la pieza y la integridad interna |
| Calentamiento del Tocho | Calentar el metal a un estado plástico | Desbloquea la maleabilidad del material |
| Prensado | Aplicar presión lenta y continua | Refina y alinea la estructura de grano |
| Formación de Rebabas | Gestionar el flujo de material sobrante | Asegura el llenado completo de la matriz y detalles nítidos |
| Acabado | Recortar rebabas y realizar procesos secundarios | Entrega el componente final y preciso |
Cuándo Utilizar Esta Fuerza Silenciosa
En última instancia, la decisión de utilizar la forja en caliente es psicológica, arraigada en cuánto riesgo está dispuesto a aceptar.
- Elija la forja en caliente cuando el fallo no es una opción. Para piezas de misión crítica en la industria aeroespacial, automotriz o en equipos de laboratorio de alto rendimiento, la estructura de grano refinada proporciona un margen de seguridad que otros procesos no pueden ofrecer.
- Elija la forja en caliente cuando la complejidad debe encontrarse con el volumen. Para formas intrincadas que deben producirse de manera fiable y constante a escala, el proceso justifica su inversión inicial.
En un laboratorio, la integridad de cada pieza —desde un rotor de centrifugadora hasta una válvula en un sistema de alta presión— es primordial. El equipo es tan fiable como su componente más débil. Comprender la profunda disciplina metalúrgica detrás de un proceso como la forja en caliente es lo que separa las herramientas fiables de las posibles responsabilidades.
En KINTEK, construimos nuestras soluciones de laboratorio sobre este mismo principio de calidad sin concesiones, asegurando que cada equipo esté construido para el rendimiento y la longevidad. Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Máquina de horno de prensa en caliente al vacío para laminación y calentamiento
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Molde de Prensa de Bolas para Laboratorio
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Prensa Hidráulica Manual Calentada con Placas Calentadas para Prensa en Caliente de Laboratorio
Artículos relacionados
- La física de la perfección: por qué el vacío es la herramienta más poderosa del científico de materiales
- Derrotando el Vacío: El Poder Silencioso del Prensado en Caliente al Vacío
- Más allá del sinterizado: cómo el prensado en caliente al vacío forja sólidos perfectos a partir de polvo
- Más allá del pegamento: la alquimia controlada de la laminación en prensa caliente
- Guía completa para la aplicación de hornos de prensado en caliente al vacío


















