En esencia, el prensado en caliente es un proceso de fabricación que utiliza alta temperatura y presión simultáneas para densificar materiales y crear piezas con propiedades superiores. Al aplicar calor para ablandar el material y presión para colapsar los huecos internos, produce componentes que son significativamente más fuertes y menos porosos que los fabricados por otros métodos.
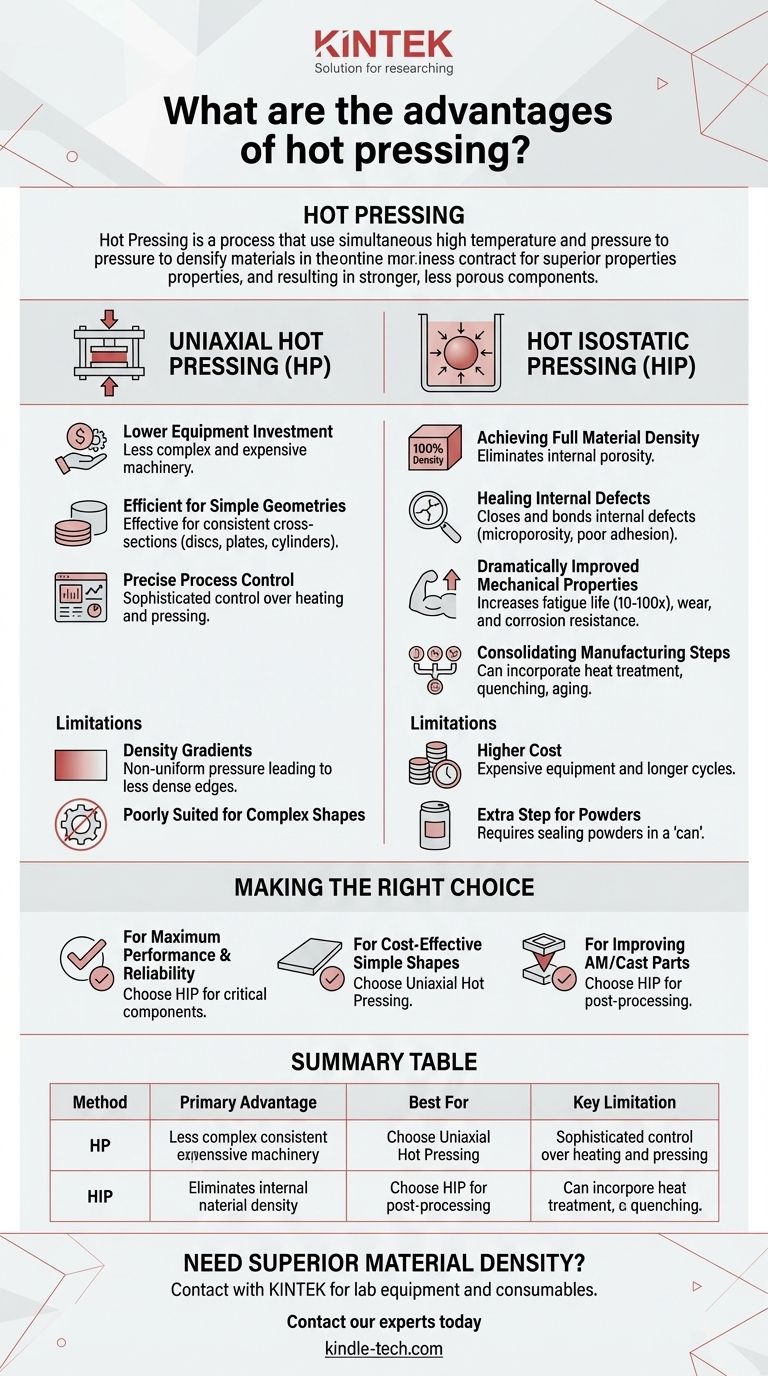
La principal ventaja del prensado en caliente es su capacidad para producir piezas con porosidad mínima y resistencia mecánica mejorada. Sin embargo, los beneficios específicos dependen críticamente del método utilizado: prensado en caliente uniaxial para formas simples y rentables, y prensado isostático en caliente (HIP) para lograr una densidad casi perfecta en componentes complejos de alto rendimiento.

Una distinción crítica: Prensado Uniaxial vs. Isostático
Para comprender las ventajas, primero debemos distinguir entre las dos formas principales de prensado en caliente. Esta elección dicta el costo, la geometría de la pieza y el rendimiento final que se puede lograr.
Prensado en Caliente Uniaxial (HP)
Este es el método más convencional. El polvo se coloca en una matriz y se aplica presión desde una dirección (uniaxialmente), típicamente desde la parte superior e inferior, mientras se calienta el material.
Prensado Isostático en Caliente (HIP)
En este proceso, una pieza se calienta en un recipiente de alta presión. Un gas inerte, como el argón, aplica presión uniforme e igual desde todas las direcciones (isostáticamente). Esto se usa a menudo en piezas preformadas, fundiciones o polvos metálicos sellados en una lata.
Ventajas clave del Prensado en Caliente Uniaxial
El prensado en caliente uniaxial es una opción potente cuando el costo y la producción de geometrías más simples son los principales impulsores.
Menor inversión en equipos
La maquinaria para el prensado uniaxial es generalmente menos compleja y costosa que los sistemas HIP, lo que la convierte en una tecnología más accesible.
Eficiente para geometrías simples
Este método es altamente efectivo para producir piezas con una sección transversal consistente, como discos de gran diámetro, placas y objetivos cilíndricos.
Control preciso del proceso
Las máquinas modernas de prensado en caliente ofrecen un control sofisticado sobre el ciclo de calentamiento y la fuerza de prensado. Características como el calentamiento por pulsos y las pantallas de curvas de temperatura en tiempo real permiten un control ajustado del proceso de densificación.
Ventajas clave del Prensado Isostático en Caliente (HIP)
El HIP es el proceso preferido para un número creciente de aplicaciones de alto rendimiento, desde la industria aeroespacial hasta los implantes médicos, donde la falla del material no es una opción.
Lograr la densidad total del material
El HIP sobresale en la eliminación de prácticamente toda la porosidad interna. Al aplicar presión uniformemente, puede consolidar polvos o curar huecos en piezas sólidas para lograr una densidad cercana al 100% del máximo teórico.
Curación de defectos internos
Este proceso es excepcionalmente capaz de cerrar y unir defectos internos en fundiciones y piezas fabricadas aditivamente (impresas en 3D). Soluciona problemas como la microporosidad y la mala adhesión de capas, creando una microestructura interna uniforme y robusta.
Propiedades mecánicas drásticamente mejoradas
La eliminación de defectos internos tiene un profundo impacto en el rendimiento. El HIP puede aumentar la vida a la fatiga de un componente en un factor de 10 a 100 y mejora significativamente la resistencia al desgaste, la ductilidad y la resistencia a la corrosión.
Consolidación de pasos de fabricación
Para ciertas aleaciones, el ciclo HIP puede diseñarse para incorporar procesos de tratamiento térmico, enfriamiento y envejecimiento. Esta consolidación puede reducir significativamente el tiempo y el costo total de producción.
Comprendiendo las compensaciones
Elegir el proceso correcto requiere reconocer las limitaciones de cada método.
Limitaciones del Prensado en Caliente Uniaxial
La presión no es uniforme en toda la pieza. La fricción con las paredes de la matriz puede provocar gradientes de densidad, por lo que la pieza puede ser menos densa en los bordes que en el centro. Este método tampoco es adecuado para formas complejas y no simétricas.
Limitaciones del Prensado Isostático en Caliente (HIP)
La principal desventaja es el costo. El equipo HIP es costoso de adquirir y operar. Los tiempos de ciclo también suelen ser más largos que los del prensado uniaxial. Además, cuando se parte de polvos, estos deben sellarse en una "lata" metálica, lo que añade un paso y un costo adicionales al proceso.
Tomando la decisión correcta para su aplicación
Su decisión final debe guiarse por los requisitos de rendimiento de su componente y las limitaciones económicas.
- Si su enfoque principal es el máximo rendimiento y fiabilidad para componentes críticos: El Prensado Isostático en Caliente (HIP) es la elección definitiva para eliminar defectos internos y lograr la densidad teórica.
- Si su enfoque principal es producir formas relativamente simples y de gran diámetro de manera rentable: El Prensado en Caliente Uniaxial ofrece una solución equilibrada con buena densificación y menor inversión.
- Si su enfoque principal es mejorar la calidad de piezas fabricadas aditivamente o fundidas: El HIP es un paso esencial de post-procesamiento para curar la porosidad, aliviar las tensiones internas y liberar todo el potencial del material.
Al comprender las distintas ventajas de cada método, puede seleccionar el proceso adecuado para lograr sus objetivos de rendimiento del material y fabricación.
Tabla resumen:
| Método de Prensado en Caliente | Ventaja Principal | Mejor para | Limitación Clave |
|---|---|---|---|
| Prensado en Caliente Uniaxial (HP) | Menor costo de equipo, eficiente para formas simples | Producción rentable de discos, placas, cilindros | Gradientes de densidad, limitado a geometrías simples |
| Prensado Isostático en Caliente (HIP) | Densidad casi perfecta, cura defectos internos | Componentes críticos en aeroespacial, medicina, piezas AM/fundidas | Mayor costo de equipo y operativo |
¿Necesita lograr una densidad y un rendimiento de material superiores para los componentes de su laboratorio?
Ya sea que esté desarrollando objetivos de alto rendimiento, mejorando la fiabilidad de piezas fabricadas aditivamente o consolidando polvos, la elección entre el prensado en caliente uniaxial y el prensado isostático en caliente (HIP) es crítica. KINTEK se especializa en proporcionar el equipo de laboratorio y los consumibles adecuados para satisfacer sus desafíos específicos de fabricación e I+D.
Contacte a nuestros expertos hoy para discutir cómo nuestras soluciones pueden ayudarle a optimizar su proceso de prensado en caliente, mejorar el rendimiento de las piezas y alcanzar sus objetivos en ciencia de materiales.
Guía Visual
Productos relacionados
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Térmica Automática de Vacío con Pantalla Táctil
- Prensa Hidráulica Automática Calefactada Dividida de 30T 40T con Placas Calefactadas para Prensa Caliente de Laboratorio
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Calentado
La gente también pregunta
- ¿Cuál es la función principal de una prensa hidráulica calentada de laboratorio en el CSP? Revolucionar el Sinterizado de Cerámica a Baja Temperatura
- ¿Para qué se utiliza una prensa hidráulica calefactada? Herramienta esencial para curado, moldeo y laminado
- ¿Por qué es necesaria una prensa hidráulica de laboratorio calentada para laminados compuestos? Lograr una integridad estructural sin vacíos
- ¿Qué es una máquina de prensa caliente hidráulica? Una guía sobre fuerza y calor para la transformación de materiales
- ¿Para qué se utilizan las prensas hidráulicas calefactadas? Moldeo de composites, vulcanización de caucho y más


















