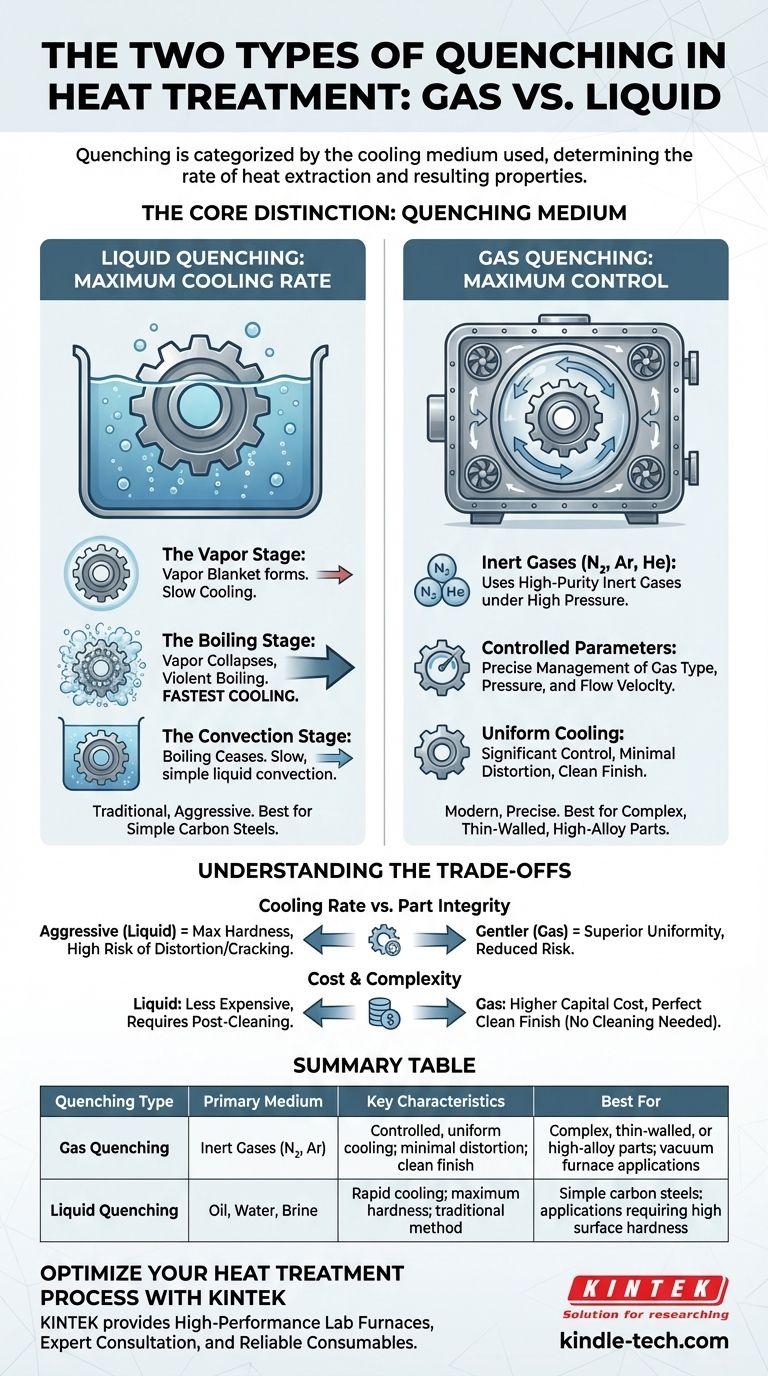
En el contexto del tratamiento térmico moderno, el temple se clasifica ampliamente en dos tipos principales según el medio de enfriamiento utilizado: temple con gas y temple con líquido. Mientras que el temple con gas utiliza gases inertes como nitrógeno o argón para enfriar una pieza de trabajo en un entorno controlado, el temple con líquido sumerge la pieza de trabajo en un fluido, generalmente aceite o agua, para un enfriamiento mucho más rápido.
Si bien la pregunta sobre los "dos tipos" a menudo apunta a la elección entre un medio gaseoso o líquido, el concepto más crítico para cualquier profesional es comprender las tres etapas físicas de transferencia de calor que ocurren durante el temple, ya que esto es lo que realmente dicta las propiedades finales y la integridad del material.

La Distinción Central: Medio de Temple
La elección del medio de temple es la decisión más fundamental en el proceso. Controla directamente la tasa máxima de extracción de calor, lo que a su vez determina la microestructura y las propiedades mecánicas resultantes del acero.
Temple Líquido: Máxima Velocidad de Enfriamiento
El temple líquido es el método de enfriamiento más tradicional y agresivo. Implica sumergir un componente caliente en un baño de líquido, más comúnmente agua, salmuera o aceites especializados.
El proceso se define por tres etapas físicas distintas:
-
La Etapa de Vapor: Inmediatamente después de la inmersión, el líquido que toca la superficie caliente se vaporiza, formando una capa aislante de vapor alrededor de la pieza. El enfriamiento es relativamente lento en esta etapa, ya que el calor debe irradiar a través de esta capa de gas.
-
La Etapa de Ebullición: A medida que la superficie de la pieza se enfría, la capa de vapor se vuelve inestable y colapsa. Esto inicia una ebullición violenta, donde el calor se elimina del componente a la mayor velocidad posible. Esta es la fase más crítica para lograr la dureza.
-
La Etapa de Convección: Una vez que la temperatura de la superficie desciende por debajo del punto de ebullición del líquido, la ebullición cesa. El enfriamiento continúa a una velocidad mucho más lenta a través de la convección líquida simple, similar a una cuchara caliente que se enfría en una taza de café.
Temple con Gas: Máximo Control
El temple con gas es una técnica más moderna, que se realiza típicamente dentro de un horno de vacío. Después del calentamiento, la cámara se rellena a alta presión con un gas inerte de alta pureza como nitrógeno, argón o helio para enfriar la pieza.
Este método ofrece un control significativamente mayor que el temple líquido. Al ajustar el tipo de gas, la presión y la velocidad de flujo, la velocidad de enfriamiento se puede gestionar con precisión. Esto lo hace ideal para piezas sensibles, complejas o de paredes delgadas donde la distorsión o el agrietamiento son una preocupación principal.
Más Allá de Dos Tipos: Un Espectro de Técnicas
Las categorías de "gas" y "líquido" son puntos de partida de alto nivel. En la práctica, los metalúrgicos utilizan numerosas técnicas especializadas que modifican estos procesos básicos para lograr resultados específicos.
¿Por qué tantos métodos?
Estos métodos especializados no son tipos completamente nuevos, sino aplicaciones precisas o interrupciones del proceso de temple. Están diseñados para manipular la curva de enfriamiento para controlar el estrés, reducir la distorsión y lograr combinaciones únicas de propiedades dentro de un solo componente.
Ejemplo: Temple Interrumpido
En un temple interrumpido, una pieza se templa en un líquido agresivo (como sal o aceite) solo el tiempo suficiente para pasar el "nariz" crítico de la curva de enfriamiento, pero se retira antes de que se enfríe por completo. Luego se deja enfriar lentamente al aire. Esto evita la formación de estructuras frágiles que pueden formarse a temperaturas más bajas, reduciendo drásticamente el estrés interno y el riesgo de agrietamiento.
Ejemplo: Temple Selectivo
El temple selectivo se utiliza para endurecer solo áreas específicas de un componente. Esto se puede hacer sumergiendo solo una parte de la pieza, como los dientes de un engranaje, o utilizando temple por pulverización dirigido. Esto deja el núcleo u otras secciones de la pieza más blandas y tenaces, creando un componente con un rendimiento general superior.
Comprender las Compensaciones
Elegir un proceso de temple es un acto de equilibrio. La elección ideal depende de la aleación de acero, la geometría de la pieza y las propiedades finales deseadas.
Velocidad de Enfriamiento vs. Integridad de la Pieza
La compensación central es entre la velocidad de enfriamiento y la integridad mecánica. Un temple agresivo (por ejemplo, en agua) proporciona el enfriamiento rápido necesario para lograr la máxima dureza en aceros de baja aleación, pero conlleva un alto riesgo de distorsión y agrietamiento. Un temple más lento (por ejemplo, gas a alta presión) es mucho más suave con la pieza, pero puede ser insuficiente para endurecer completamente las aleaciones menos receptivas.
Costo, Complejidad y Acabado
Los sistemas de temple líquido son generalmente menos costosos de implementar, pero a menudo dan como resultado piezas que requieren limpieza posterior al proceso para eliminar residuos. El temple con gas, especialmente el temple con gas a alta presión (HPGQ), exige equipos de horno de vacío sofisticados y costosos, pero produce piezas perfectamente limpias y brillantes sin necesidad de operaciones de limpieza secundarias.
Cómo Elegir el Enfoque de Temple Correcto
Su elección final debe dictarse por el objetivo de ingeniería del componente.
- Si su enfoque principal es lograr la máxima dureza en aceros al carbono simples: Un temple líquido agresivo que utiliza agua o salmuera es a menudo el camino más efectivo y económico.
- Si su enfoque principal es minimizar la distorsión en piezas de aleación complejas o de alto valor: El temple con gas controlado proporciona una uniformidad superior y reduce significativamente el riesgo de desechar la pieza.
- Si su enfoque principal es crear un componente de doble propiedad (por ejemplo, una superficie dura con un núcleo tenaz): Son necesarias técnicas avanzadas como el temple selectivo o interrumpido para manipular la estructura final del material.
Comprender estos principios lo lleva de simplemente elegir un método a diseñar intencionalmente las propiedades finales de su material.
Tabla Resumen:
| Tipo de Temple | Medio Principal | Características Clave | Mejor Para |
|---|---|---|---|
| Temple con Gas | Gases Inertes (N₂, Ar) | Enfriamiento controlado y uniforme; mínima distorsión; acabado limpio | Piezas complejas, de pared delgada o de aleación alta; aplicaciones en horno de vacío |
| Temple Líquido | Aceite, Agua, Salmuera | Enfriamiento rápido; máxima dureza; método tradicional | Aceros al carbono simples; aplicaciones que requieren alta dureza superficial |
Optimice Su Proceso de Tratamiento Térmico con KINTEK
Elegir el método de temple correcto es fundamental para lograr la dureza deseada, minimizar la distorsión y garantizar la integridad de los componentes de su laboratorio. Ya sea que necesite el enfriamiento rápido del temple líquido para obtener la máxima dureza o el control preciso del temple con gas para geometrías complejas, KINTEK tiene la experiencia y el equipo para respaldar sus objetivos.
Ofrecemos:
- Hornos de laboratorio de alto rendimiento adecuados para procesos de temple con gas y líquido.
- Consultoría experta para ayudarle a seleccionar la técnica correcta para su aleación y aplicación específicas.
- Consumibles confiables y soporte continuo para mantener sus operaciones de tratamiento térmico funcionando sin problemas.
¿Listo para mejorar sus propiedades de material y lograr resultados consistentes? Comuníquese con nuestro equipo hoy mismo para discutir las necesidades de temple de su laboratorio y descubrir cómo las soluciones de KINTEK pueden impulsar su éxito.
Guía Visual
Productos relacionados
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
- Horno de Mufla de Laboratorio con Elevación Inferior
- Horno de Tubo de Cuarzo para Procesamiento Térmico Rápido (RTP) de Laboratorio
- Horno de Fusión por Inducción de Arco de Vacío
La gente también pregunta
- ¿Cuál es la importancia de integrar un horno mufla de alta temperatura en un sistema de prueba de desgaste por impacto?
- ¿Por qué es crucial el tratamiento de recocido en un horno mufla de alta temperatura para la preparación de una intercapa de Sb-SnO2?
- ¿Cuál es la función principal de los hornos mufla o tubulares de alta temperatura para recubrimientos cerámicos? Garantizar la máxima durabilidad
- ¿Qué condiciones proporciona un horno mufla para el almacenamiento de energía con sales fundidas? Simulación experta para entornos CSP
- ¿Cuál es el papel de un horno mufla de alta temperatura en la preparación de residuos de Cs-aluminosilicato? Perspectivas clave de simulación



















