El mejor acero inoxidable para soldadura fuerte es típicamente un grado ferrítico, como el tipo 430. Estos grados son menos susceptibles a los problemas relacionados con el calor, como la corrosión bajo tensión y la sensibilización, que comúnmente afectan a los grados austeníticos más populares (como el 304 o el 316). Sin embargo, el material "mejor" siempre depende de la aplicación específica, el metal de aportación y el proceso de soldadura fuerte utilizados.
El desafío principal en la soldadura fuerte de acero inoxidable no es solo el material en sí, sino gestionar la interacción entre el calor, la capa de óxido protectora del acero y sus propiedades de expansión térmica. El éxito radica en elegir un grado de acero y un proceso que minimicen las tensiones internas y aseguren una adhesión adecuada del metal de aportación.

Por qué el acero inoxidable presenta desafíos en la soldadura fuerte
Para tomar una decisión informada, primero debe comprender las propiedades inherentes del acero inoxidable que complican el proceso de soldadura fuerte.
La tenaz capa de óxido de cromo
Todos los aceros inoxidables son "inoxidables" porque forman una capa delgada, invisible y muy duradera de óxido de cromo en su superficie.
Esta capa pasiva es excelente para la resistencia a la corrosión, pero evita que los metales de aportación para soldadura fuerte "mojen" y se unan al metal base. Debe eliminarse química o mecánicamente inmediatamente antes de la soldadura fuerte.
Alta expansión térmica
Muchos aceros inoxidables comunes, particularmente los grados austeníticos (serie 300), se expanden y contraen significativamente cuando se calientan y enfrían.
Este movimiento puede introducir inmensas tensiones internas en el conjunto y en la propia unión soldada, lo que provoca deformaciones o grietas, especialmente durante el ciclo de enfriamiento.
Riesgo de precipitación de carburos (sensibilización)
Cuando los aceros inoxidables austeníticos se mantienen a altas temperaturas (aprox. 800–1500 °F o 425–815 °C), el carbono puede combinarse con el cromo para formar carburos de cromo a lo largo de los límites de grano.
Este proceso, conocido como sensibilización, agota el cromo del metal circundante, haciéndolo altamente susceptible a la corrosión intergranular y al agrietamiento por tensión.
Comparación de familias de acero inoxidable para soldadura fuerte
Los desafíos de la soldadura fuerte se manifiestan de manera diferente en las principales familias de acero inoxidable.
Aceros inoxidables austeníticos (por ejemplo, 304, 316)
Estos son los grados más comunes, pero también los más problemáticos para la soldadura fuerte. Su alto coeficiente de expansión térmica los hace propensos a la distorsión y al agrietamiento por tensión.
También son susceptibles a la sensibilización. El material de referencia señala específicamente su vulnerabilidad al agrietamiento cuando se sueldan con ciertos metales de aportación, como las aleaciones de cobre-zinc, debido a la penetración intergranular.
Aceros inoxidables ferríticos (por ejemplo, 430, 446)
Los grados ferríticos suelen ser la opción preferida para la soldadura fuerte. Su coeficiente de expansión térmica es menor y más similar al del acero al carbono, lo que reduce significativamente el riesgo de tensión térmica.
Fundamentalmente, no son susceptibles a la sensibilización que afecta a los grados austeníticos, lo que los hace mucho más indulgentes durante el ciclo de calentamiento.
Aceros inoxidables martensíticos (por ejemplo, 410, 420)
Estos grados son valorados por su dureza, que se logra mediante tratamiento térmico. La soldadura fuerte se puede realizar, pero las altas temperaturas alterarán la condición tratada térmicamente del metal.
La soldadura fuerte de aceros martensíticos a menudo requiere una planificación cuidadosa para integrar el proceso con los ciclos de endurecimiento y templado, lo que añade una complejidad significativa.
Comprender las compensaciones: el proceso sobre el material
Una unión exitosa a menudo depende más del control del proceso que de la selección de un material perfecto.
La selección del metal de aportación es crucial
La elección del metal de aportación debe ser compatible con el metal base. Como se señaló, los rellenos de cobre-zinc pueden inducir el agrietamiento en aceros austeníticos bajo tensión.
Para aplicaciones de alto rendimiento, los metales de aportación a base de níquel se utilizan a menudo por su excelente resistencia y resistencia a la corrosión al unir aceros inoxidables. Las aleaciones a base de plata también son comunes por sus temperaturas de soldadura más bajas.
La importancia de una limpieza adecuada
Las referencias son claras: la preparación de la superficie no es negociable. La capa de óxido de cromo debe eliminarse, típicamente mediante chorro de arena o grabado químico.
Después de esto, la pieza debe desengrasarse a fondo utilizando disolventes como la acetona. Cualquier contaminante evitará que el metal de aportación se adhiera correctamente, lo que resultará en una unión fallida.
Control del ciclo de calentamiento y enfriamiento
Para mitigar la tensión de la expansión térmica, las tasas de calentamiento y enfriamiento deben controlarse cuidadosamente. Un ciclo de enfriamiento más lento y uniforme es especialmente crítico para prevenir grietas en los grados austeníticos.
La soldadura fuerte en horno y al vacío ofrece un excelente control sobre este ciclo térmico, razón por la cual a menudo se prefieren para conjuntos críticos de acero inoxidable.
Tomar la decisión correcta para su aplicación
No existe un único acero "mejor", solo el acero adecuado para su objetivo específico.
- Si su enfoque principal es la simplicidad y la fiabilidad: Elija un acero inoxidable ferrítico como el tipo 430. Su menor expansión térmica e inmunidad a la sensibilización lo convierten en la opción más sencilla y permisiva.
- Si debe usar un grado común y resistente a la corrosión: Puede soldar con éxito aceros austeníticos como el 304 o el 316, pero debe usar un relleno de níquel o plata compatible y controlar meticulosamente sus tasas de calentamiento y enfriamiento para evitar el agrietamiento por tensión.
- Si su enfoque principal es la alta dureza y resistencia: Seleccione un acero martensítico, pero prepárese para desarrollar un proceso que integre la operación de soldadura fuerte con los tratamientos térmicos posteriores a la soldadura fuerte necesarios para restaurar sus propiedades mecánicas.
En última instancia, una soldadura fuerte exitosa depende menos de encontrar un material perfecto y más de dominar el proceso para el material que elija.
Tabla resumen:
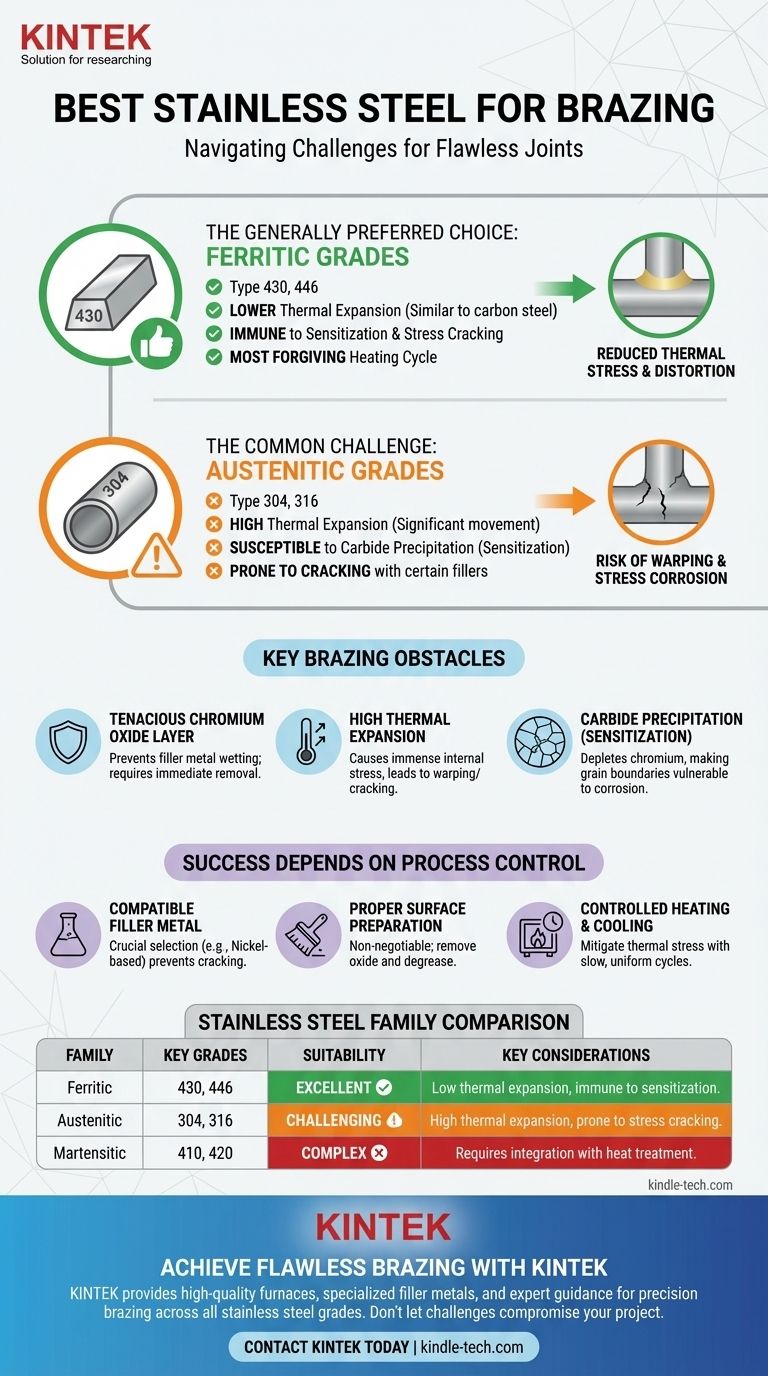
| Familia de acero inoxidable | Grados clave | Idoneidad para soldadura fuerte | Consideraciones clave |
|---|---|---|---|
| Ferrítico | 430, 446 | Excelente | Baja expansión térmica, inmune a la sensibilización, el más permisivo |
| Austenítico | 304, 316 | Desafiante | Alta expansión térmica, propenso al agrietamiento por tensión y a la sensibilización |
| Martensítico | 410, 420 | Complejo | Requiere integración con ciclos de tratamiento térmico |
Logre resultados de soldadura fuerte impecables con KINTEK
La soldadura fuerte de acero inoxidable requiere precisión, experiencia y el equipo adecuado. Ya sea que trabaje con grados ferríticos, austeníticos o martensíticos, KINTEK tiene las soluciones para garantizar el éxito de su proceso de soldadura fuerte.
Ofrecemos:
- Hornos de soldadura fuerte de alta calidad para un control preciso de la temperatura
- Metales de aportación especializados compatibles con todas las familias de acero inoxidable
- Orientación experta sobre la optimización del proceso para prevenir el agrietamiento por tensión y la distorsión
Nuestros equipos de laboratorio y consumibles son de confianza para profesionales que exigen fiabilidad y rendimiento.
No permita que los desafíos de la soldadura fuerte comprometan su proyecto. Contacte con KINTEK hoy mismo para analizar sus necesidades específicas y descubrir cómo podemos ayudarle a lograr uniones perfectas y duraderas en todo momento.
Guía Visual
Productos relacionados
- Prensa Isostática en Caliente para Investigación de Baterías de Estado Sólido
- Fabricante de piezas personalizadas de PTFE Teflon para tamiz F4 de malla de PTFE
- Abrazadera de vacío de cadena de liberación rápida de acero inoxidable de tres secciones
- Lámina de Cerámica de Nitruro de Silicio (SiN) Mecanizado de Precisión para Ingeniería de Cerámicas Finas Avanzadas
- Molde de Prensa de Placa Plana Cuantitativa con Calefacción Infrarroja
La gente también pregunta
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Cuál es el propósito del prensado isostático en caliente? Lograr una densidad y un rendimiento superiores del material
- ¿Qué hace el proceso HIP? Elimina la porosidad para un rendimiento superior del material
- ¿Cómo reduce la Presión Isostática en Caliente la porosidad? Elimine los Vacíos Internos para una Densidad Superior del Material
- ¿Qué hace el prensado isostático en caliente? Eliminar defectos internos para un rendimiento superior de las piezas



















