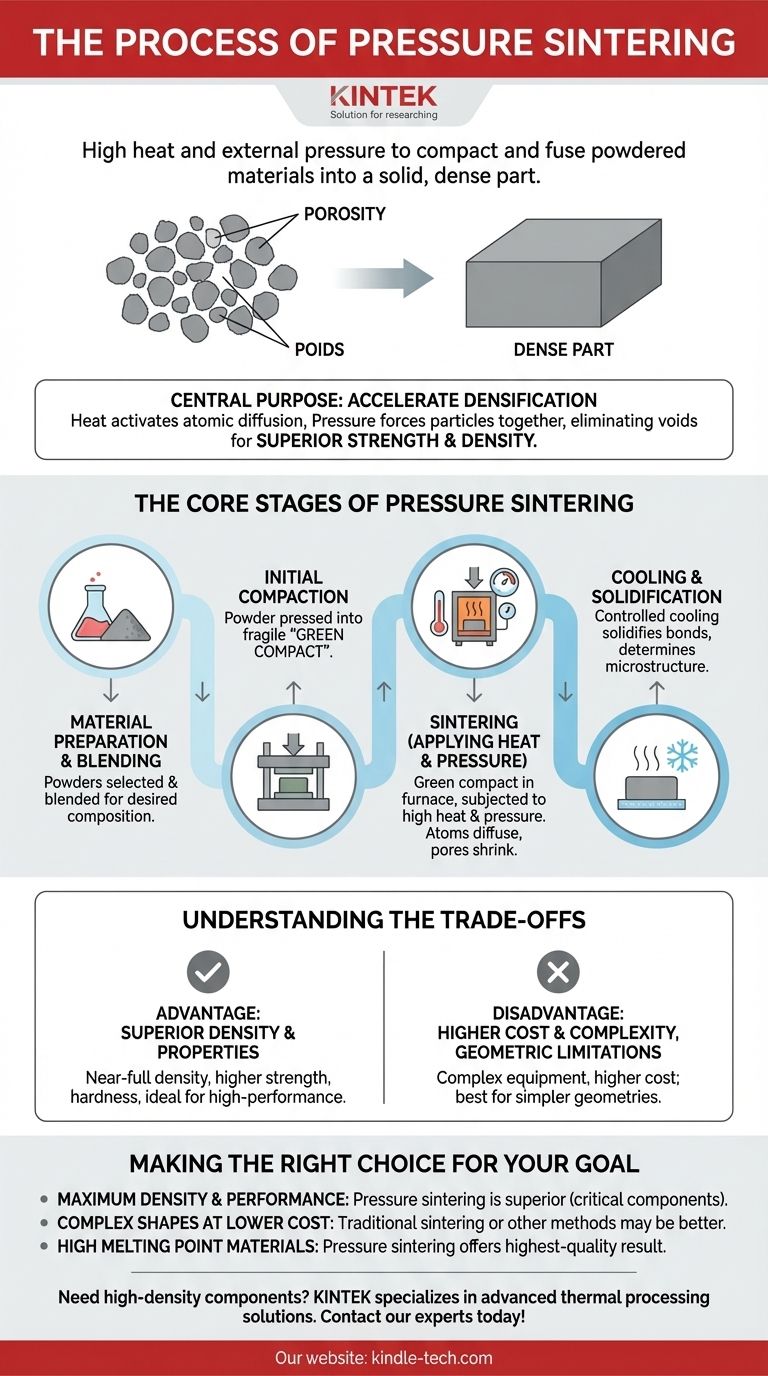
En resumen, la sinterización a presión es un proceso de fabricación que utiliza una combinación de alta temperatura y presión externa para compactar y fusionar materiales en polvo en una pieza sólida y densa. A diferencia de la fundición tradicional, este proceso ocurre a temperaturas por debajo del punto de fusión del material, basándose en la difusión atómica a través de los límites de las partículas para crear una masa fuerte y unificada.
El propósito central de aplicar presión externa durante la sinterización es acelerar el proceso de densificación. Mientras que el calor proporciona la energía para que los átomos se unan, la presión fuerza físicamente las partículas de polvo, eliminando los vacíos de manera más efectiva y dando como resultado un producto final con una resistencia y densidad superiores.

El objetivo fundamental: Superar la porosidad
El punto de partida de cualquier proceso de sinterización es una colección de partículas finas. El principal desafío es eliminar el espacio vacío, o porosidad, entre estas partículas para crear un componente sólido y completamente denso.
El papel del calor
El calor es el catalizador principal en la sinterización. Proporciona la energía térmica necesaria para activar la difusión atómica, el mecanismo por el cual los átomos migran a través de los límites de las partículas adyacentes. Esta migración es lo que finalmente fusiona los granos individuales en una sola pieza coherente.
El papel crítico de la presión
En la sinterización a presión, se aplica presión mecánica externa simultáneamente con el calor. Esta fuerza cierra físicamente los huecos entre las partículas, reduciendo la distancia que los átomos necesitan recorrer. Esta sinergia de calor y presión acelera drásticamente el proceso de unión y logra un nivel de densidad que a menudo es imposible solo con calor.
Las etapas principales de la sinterización a presión
Aunque las técnicas específicas varían, el proceso generalmente sigue cuatro etapas distintas.
Etapa 1: Preparación y mezcla de materiales
El proceso comienza con las materias primas en forma de polvo. Estos polvos se seleccionan y mezclan cuidadosamente para lograr la composición química y las propiedades deseadas en la pieza final. También se pueden introducir aditivos o aglutinantes en esta etapa.
Etapa 2: Compactación inicial
El polvo mezclado se carga en una matriz o molde y se prensa para darle la forma deseada. Este paso, a menudo realizado a temperatura ambiente, crea una pieza frágil y porosa a la que se denomina "compacto en verde". El compacto en verde tiene suficiente integridad estructural para ser manipulado y trasladado al horno de sinterización.
Etapa 3: Sinterización (aplicación de calor y presión)
Este es el corazón del proceso. El compacto en verde se coloca en un horno de atmósfera controlada donde se somete a altas temperaturas y a una presión externa significativa. Los átomos se difunden, los poros entre las partículas se encogen y se cierran, y el material se densifica en una masa sólida.
Etapa 4: Enfriamiento y solidificación
Una vez que se logra la densidad deseada, el componente se enfría cuidadosamente. Este enfriamiento controlado solidifica los enlaces atómicos recién formados y determina la microestructura y las propiedades finales del material.
Comprendiendo las compensaciones
La sinterización a presión es una técnica potente, pero conlleva ventajas y desventajas específicas que son fundamentales comprender.
Ventaja: Densidad y propiedades superiores
El principal beneficio es la capacidad de producir piezas con una densidad casi total. Esta falta de porosidad conduce directamente a propiedades mecánicas superiores, incluyendo mayor resistencia, dureza y durabilidad, lo que la hace ideal para aplicaciones de alto rendimiento.
Desventaja: Mayor costo y complejidad
El equipo necesario para la sinterización a presión, como una prensa caliente o una prensa isostática en caliente (HIP), es significativamente más complejo y costoso que un horno de sinterización convencional. Esto aumenta tanto la inversión de capital como los costos operativos.
Desventaja: Limitaciones geométricas
Aplicar presión uniforme a una forma compleja puede ser un desafío. Como resultado, la sinterización a presión a menudo es más adecuada para geometrías más simples, mientras que las piezas más intrincadas pueden requerir métodos de fabricación alternativos.
Tomando la decisión correcta para su objetivo
La selección del proceso de fabricación adecuado depende enteramente de los requisitos del componente final.
- Si su objetivo principal es lograr la máxima densidad del material y el rendimiento mecánico: La sinterización a presión es la opción superior, especialmente para componentes críticos que no pueden tolerar defectos internos.
- Si su objetivo principal es producir formas complejas a un costo menor: La sinterización sin presión tradicional u otros métodos de fabricación como el moldeo por inyección de metal pueden ser más adecuados.
- Si su objetivo principal es procesar materiales con puntos de fusión extremadamente altos (como cerámicas o tungsteno): La sinterización es una tecnología esencial, y la sinterización a presión ofrece el camino hacia el resultado de la más alta calidad.
En última instancia, la sinterización a presión es el método definitivo para transformar materiales en polvo en piezas sólidas con una resistencia e integridad inquebrantables.
Tabla resumen:
| Etapa | Acción clave | Propósito |
|---|---|---|
| 1. Preparación | Mezcla de materiales en polvo | Lograr la composición química deseada |
| 2. Compactación | Prensado del polvo para darle forma (compacto en verde) | Crear una preforma manejable |
| 3. Sinterización | Aplicación de calor y presión en un horno | Densificar la pieza mediante difusión atómica |
| 4. Enfriamiento | Solidificación controlada | Fijar la microestructura y propiedades finales |
¿Necesita producir componentes de alta densidad y alta resistencia a partir de polvos? KINTEK se especializa en soluciones avanzadas de procesamiento térmico, incluyendo equipos para sinterización a presión. Nuestra experiencia en equipos de laboratorio y consumibles garantiza que tenga las herramientas adecuadas para lograr propiedades de material superiores para sus aplicaciones más exigentes. ¡Contacte a nuestros expertos hoy mismo para discutir cómo podemos apoyar las necesidades de sinterización de su laboratorio!
Guía Visual
Productos relacionados
- Horno de Sinterización y Tratamiento Térmico al Vacío con Presión de Aire de 9MPa
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Sinterización por Plasma de Chispa Horno SPS
- Horno de Prensado al Vacío para Cerámica de Porcelana Dental de Circonio
La gente también pregunta
- ¿Cuál es el efecto de la presión durante la sinterización? Lograr mayor densidad y microestructuras más finas más rápido
- ¿Cuál es el proceso de sinterización en la metalurgia de polvos? Transformar el polvo en piezas metálicas resistentes
- ¿Cuál es el propósito de la sinterización? Crear piezas fuertes y complejas sin fundir
- ¿Cuál es el efecto de la temperatura de sinterización en el tamaño de grano? Una guía para el control microestructural
- ¿Por qué los cuerpos verdes producidos mediante la fusión por chorro de aglutinante deben someterse a un tratamiento en un horno de sinterización al vacío?



















