Sí, en la gran mayoría de los casos, el recocido verdadero requiere enfriamiento en el horno. La característica que define el proceso de recocido no es solo el calentamiento de un material, sino la velocidad extremadamente lenta y controlada a la que se enfría. Utilizar el propio horno es el método más común y eficaz para lograr este control preciso.
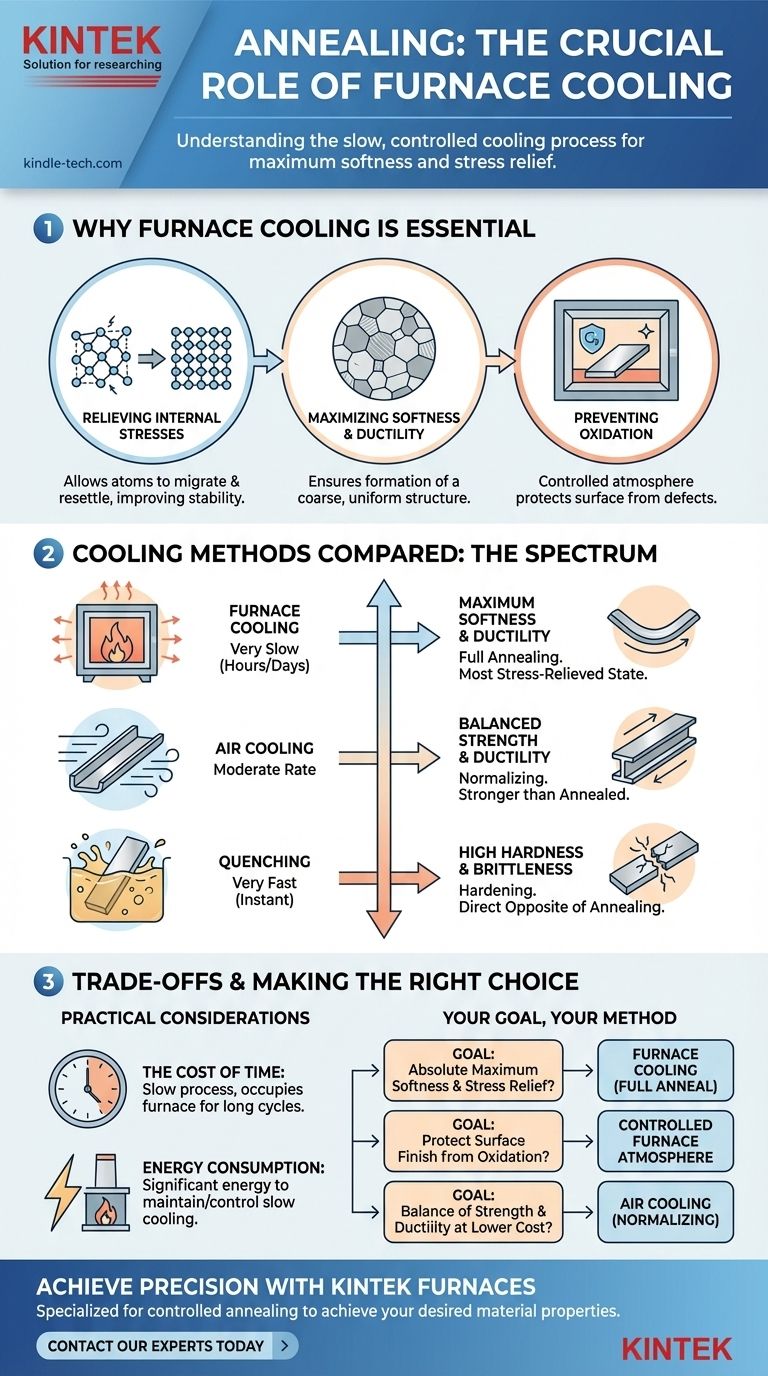
El principio fundamental del recocido es aliviar las tensiones internas y maximizar la suavidad al permitir que la estructura atómica del material se realinee en su estado más estable y de menor energía. Esta realineación solo puede ocurrir con una velocidad de enfriamiento muy lenta y controlada, lo que se logra mejor dentro del entorno aislado de un horno.

El propósito del enfriamiento controlado
La fase de enfriamiento es donde se fijan las propiedades finales del material recocido. Un enfriamiento lento y controlado no es negociable para lograr los objetivos principales de un recocido completo.
Alivio de las tensiones internas
A medida que un material se trabaja, se dobla o se mecaniza, se introducen tensiones en su estructura cristalina. El enfriamiento rápido atrapa estas tensiones.
El enfriamiento en el horno permite que los átomos del material tengan tiempo suficiente para migrar y asentarse en una red uniforme y libre de tensiones, lo que mejora significativamente su estabilidad y trabajabilidad.
Maximizar la suavidad y la ductilidad
El objetivo final del recocido es hacer que un material sea lo más blando y dúctil posible. Esto es un resultado directo de la microestructura formada durante el enfriamiento.
Un enfriamiento lento asegura la formación de una microestructura uniforme y de grano grueso (como perlita y ferrita en el acero). Los métodos de enfriamiento más rápidos, como el enfriamiento por aire (normalizado) o el enfriamiento por líquido (temple), crean estructuras más duras y frágiles.
Prevención de la oxidación y los defectos superficiales
Muchos materiales, especialmente los aceros inoxidables y los metales no ferrosos, son muy reactivos al oxígeno a altas temperaturas.
Mantener el material dentro de un horno con una atmósfera protectora y controlada durante la vulnerable fase de enfriamiento es fundamental. Esto previene la oxidación, la formación de cascarilla y la descarburación, asegurando un acabado superficial limpio y consistente.
Enfriamiento en horno frente a otros métodos de enfriamiento
Comprender el recocido requiere contrastar su velocidad de enfriamiento con otros tratamientos térmicos comunes. El método de enfriamiento es la variable principal que diferencia estos procesos.
Recocido: Enfriamiento en horno
Este es el método más lento. Se apaga el horno y el material se enfría gradualmente junto con la cámara aislada del horno durante muchas horas o incluso días. Esto da como resultado el estado más blando, más dúctil y con mayor alivio de tensiones.
Normalizado: Enfriamiento al aire
Después del calentamiento, el material se retira del horno y se deja enfriar en aire quieto. Es más rápido que el enfriamiento en horno, pero más lento que el temple. Produce un material que es más fuerte y más duro que uno recocido, pero menos dúctil.
Temple: Enfriamiento por líquido
El material se enfría rápidamente sumergiéndolo en un líquido como agua, salmuera o aceite. Este enfriamiento extremadamente rápido atrapa la estructura cristalina en un estado muy duro y frágil (como la martensita en el acero). Este proceso se utiliza para el endurecimiento, lo opuesto directo al recocido.
Comprensión de las compensaciones
Si bien el enfriamiento en el horno es esencial para un recocido verdadero, conlleva consideraciones prácticas que es importante comprender.
El costo del tiempo
El principal inconveniente del enfriamiento en el horno es el tiempo que requiere. Un horno puede estar ocupado durante todo un ciclo de producción solo por la fase de enfriamiento. Esto hace que el recocido sea un proceso relativamente lento y costoso en comparación con otros tratamientos térmicos.
Consumo de energía
Mantener el control y permitir que un horno se enfríe lentamente desde una alta temperatura consume una cantidad significativa de energía, ya sea a través de pasos de enfriamiento programados o simplemente por el costo de oportunidad de tener el equipo ocupado.
Tomar la decisión correcta para su objetivo
Seleccionar el método de enfriamiento correcto depende completamente de las propiedades finales que necesite de su material.
- Si su enfoque principal es lograr la máxima suavidad, ductilidad y alivio de tensiones absolutos: Un enfriamiento lento en el horno es la única opción. Esta es la definición de un recocido completo.
- Si su enfoque principal es proteger el acabado superficial de la oxidación: El enfriamiento dentro de la atmósfera controlada del horno es esencial, especialmente para metales reactivos o de alto valor.
- Si su enfoque principal es un equilibrio entre resistencia y ductilidad a un menor costo: Debe considerar el normalizado (enfriamiento al aire), que proporciona una resistencia mejorada sin la dureza extrema del temple.
En última instancia, reconocer que el recocido se define fundamentalmente por su proceso de enfriamiento lento y controlado le permite seleccionar el tratamiento térmico preciso para el resultado deseado.
Tabla de resumen:
| Método de enfriamiento | Velocidad de enfriamiento | Propiedades resultantes | Caso de uso común |
|---|---|---|---|
| Enfriamiento en horno | Muy lento | Máxima suavidad y ductilidad | Recocido completo |
| Enfriamiento al aire | Moderado | Resistencia y ductilidad equilibradas | Normalizado |
| Temple por líquido | Muy rápido | Alta dureza y fragilidad | Endurecimiento |
¿Necesita lograr la máxima suavidad y alivio de tensiones en sus materiales?
KINTEK se especializa en hornos de laboratorio de precisión diseñados para procesos de recocido controlados. Nuestro equipo garantiza el enfriamiento lento y uniforme necesario para lograr las propiedades del material deseadas, desde metales libres de tensiones hasta aleaciones dúctiles.
¡Contacte a nuestros expertos hoy mismo para encontrar la solución de horno perfecta para las necesidades de recocido de su laboratorio!
Guía Visual
Productos relacionados
- Horno de Atmósfera de Hidrógeno y Nitrógeno Controlado
- Horno de Tratamiento Térmico al Vacío con Revestimiento de Fibra Cerámica
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Horno de Mufla de Laboratorio con Elevación Inferior
- Horno de Grafización de Película de Alta Conductividad Térmica de Vacío de Grafito
La gente también pregunta
- ¿Cuáles son las características y riesgos de una atmósfera de hidrógeno en un horno? Domina el Equilibrio de Poder y Control
- ¿Cuál es el papel de un horno de atmósfera de hidrógeno en el postratamiento de compuestos de diamante/cobre después del recubrimiento de cobre químico?
- ¿Se puede usar hidrógeno en hornos? Sí, para el procesamiento de metales sin óxido y el calentamiento rápido
- ¿Por qué es necesario un horno con atmósfera de hidrógeno para el composite W-Cu? Desbloquee una infiltración y densidad superiores
- ¿Qué papel juega un horno de atmósfera que utiliza gas hidrógeno en el pretratamiento de polvos de aleación Cu-Cr-Nb? (Conclusiones Clave)



















