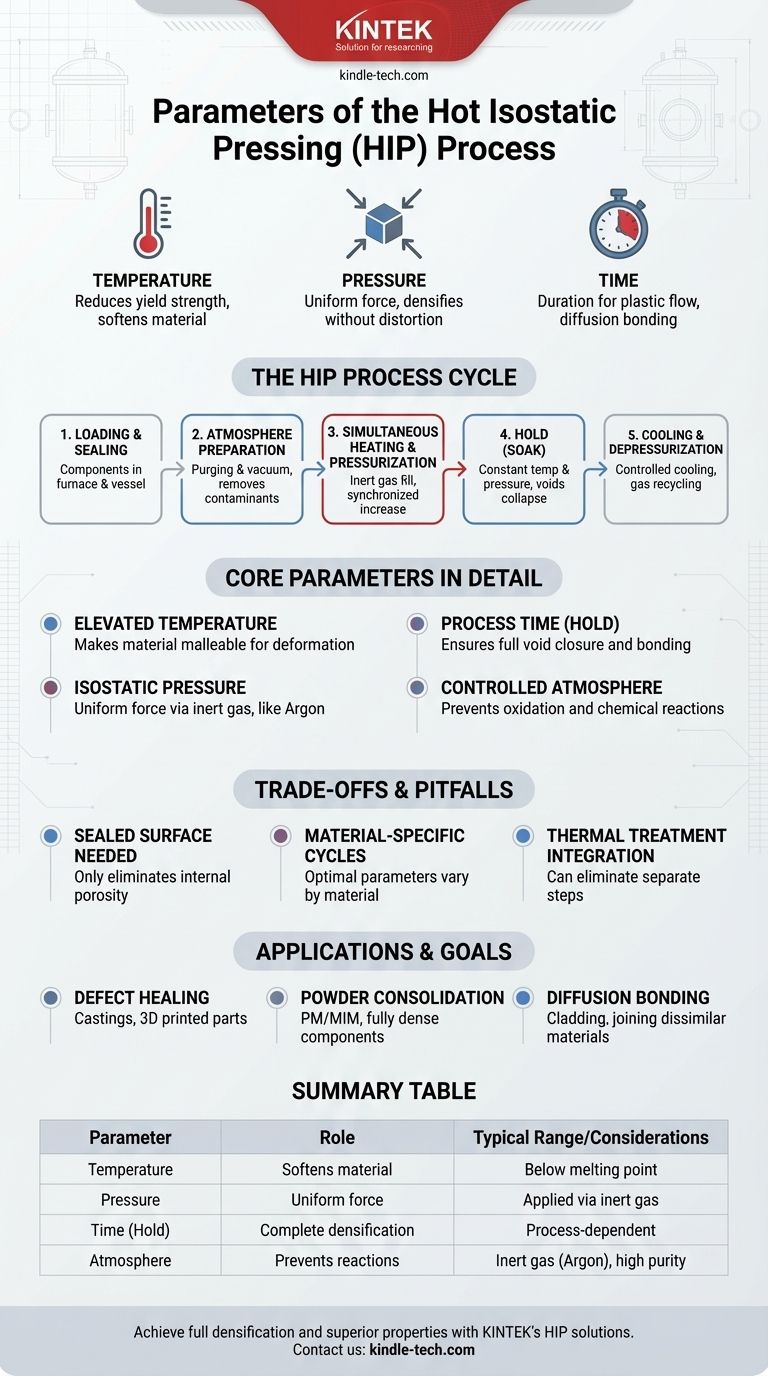
En su esencia, el proceso de Prensado Isostático en Caliente (HIP) se rige por tres parámetros principales: temperatura, presión y tiempo. Estas variables se aplican dentro de una atmósfera inerte controlada para eliminar la porosidad interna y mejorar las propiedades mecánicas de un componente. Todo el ciclo se gestiona con precisión para lograr una densificación completa del material sin distorsionar la forma final de la pieza.
La información crucial es que el HIP no es una simple operación de calentamiento y compresión. Es un sofisticado ciclo termodinámico donde la temperatura hace que el material sea maleable, y el gas inerte a alta presión actúa como una fuerza uniforme para colapsar los huecos internos y crear un componente completamente denso y metalúrgicamente superior.

Desglosando el Ciclo del Proceso HIP
Los parámetros del HIP se aplican dentro de un proceso distinto y de varias etapas. Comprender este ciclo proporciona el contexto de cómo se manipulan la temperatura, la presión y el tiempo para lograr el resultado deseado.
Paso 1: Carga y Sellado
Los componentes se cargan en un horno, que luego se coloca dentro de un recipiente de contención de alta presión. El recipiente se sella para crear un sistema cerrado.
Paso 2: Preparación de la Atmósfera
Antes del calentamiento, la cámara se somete a ciclos de purga y vacío. Este paso crítico elimina la humedad, el aire y otros contaminantes que podrían reaccionar con el material a altas temperaturas.
Paso 3: Calentamiento y Presurización Simultáneos
La cámara se llena con un gas inerte de alta pureza, más comúnmente argón, para evitar reacciones químicas. La temperatura y la presión se elevan simultáneamente de acuerdo con un perfil cuidadosamente programado específico para el material y la aplicación.
Paso 4: Mantenimiento (Remojo)
Una vez que se alcanzan la temperatura y la presión objetivo, se mantienen constantes durante una duración específica. Es durante este tiempo de "mantenimiento" o "remojo" que los huecos y defectos internos del material colapsan y se sueldan.
Paso 5: Enfriamiento y Despresurización
Una vez finalizado el tiempo de mantenimiento, los componentes se enfrían de forma controlada y se libera la presión. El gas inerte suele ser capturado, limpiado y reciclado para uso futuro.
Los Parámetros Centrales del HIP
Cada parámetro desempeña un papel distinto y crítico en el éxito del proceso. No son variables independientes, sino que se seleccionan en combinación para lograr un resultado metalúrgico específico.
1. Temperatura Elevada
El papel principal de la temperatura es reducir la resistencia a la fluencia del material, haciéndolo lo suficientemente blando y maleable para que se produzca la deformación plástica. La temperatura elegida suele estar por debajo del punto de fusión del material, pero lo suficientemente alta como para permitir que los huecos internos colapsen bajo presión.
2. Presión Isostática
La presión proporciona la fuerza impulsora para la densificación. El término "isostático" es clave: significa que la presión se aplica uniformemente desde todas las direcciones por el medio gaseoso. Esto asegura que la pieza se densifique sin cambiar su forma neta.
3. Tiempo de Proceso (Tiempo de Mantenimiento/Remojo)
El tiempo es el tercer parámetro crítico. El componente se mantiene a la temperatura y presión objetivo el tiempo suficiente para que el flujo plástico y la unión por difusión cierren completamente toda la porosidad interna. Tiempos más cortos pueden dejar huecos residuales, mientras que tiempos excesivamente largos pueden ser antieconómicos.
4. Atmósfera Controlada
El uso de un gas inerte (como el argón) es un parámetro fundamental del proceso. Previene la oxidación y otras reacciones químicas que degradarían las propiedades del material a temperaturas elevadas, asegurando la integridad de la química del componente.
Comprendiendo las Ventajas y Desventajas
Aunque es muy eficaz, el proceso HIP no es una solución universal. Comprender sus limitaciones operativas es esencial para una implementación exitosa.
La Necesidad de una Superficie Sellada
El HIP solo puede eliminar la porosidad interna. Si un defecto está abierto a la superficie, el gas presurizador simplemente llenará el hueco y no existirá un diferencial de presión para cerrarlo. Esta es una consideración crítica para piezas con grietas o porosidad conectadas a la superficie.
Ciclos Específicos del Material
No existe un único conjunto de parámetros HIP. La temperatura, presión y tiempo óptimos dependen en gran medida del material específico que se procesa, ya sea una aleación de titanio, una superaleación de níquel o una cerámica. Cada uno requiere un ciclo desarrollado de forma única.
Integración del Tratamiento Térmico
Un beneficio significativo del HIP es que sus temperaturas de funcionamiento a menudo son similares a las utilizadas para la homogeneización o los tratamientos térmicos de solución. El ciclo HIP a veces puede diseñarse para eliminar la necesidad de un paso de tratamiento térmico separado, ahorrando tiempo y costos.
Tomando la Decisión Correcta para su Objetivo
La selección de los parámetros HIP está impulsada enteramente por la aplicación prevista y el sistema de materiales involucrado.
- Si su enfoque principal es curar defectos en piezas fundidas o impresas en 3D: Se eligen los parámetros para lograr un cierre completo de los huecos, aumentando drásticamente la vida útil a la fatiga y la fiabilidad mecánica.
- Si su enfoque principal es consolidar polvos metálicos (PM/MIM): El ciclo está diseñado para transformar un bloque poroso de polvo en un componente sólido completamente denso con propiedades equivalentes a las del material forjado.
- Si su enfoque principal es la unión por difusión o el revestimiento: Los parámetros se optimizan para promover la difusión atómica a través de la interfaz de dos materiales diferentes, creando una soldadura robusta en estado sólido.
En última instancia, dominar la interacción entre la temperatura, la presión y el tiempo es la clave para desbloquear todo el potencial del proceso HIP para sus componentes.
Tabla Resumen:
| Parámetro | Función en el Proceso HIP | Rango/Consideraciones Típicas |
|---|---|---|
| Temperatura | Ablanda el material para la deformación plástica | Por debajo del punto de fusión, específico del material |
| Presión Isostática | Fuerza uniforme para colapsar huecos internos | Aplicada mediante gas inerte (ej. Argón) |
| Tiempo (Mantenimiento/Remojo) | Duración para la densificación completa | Asegura el cierre completo de huecos, dependiente del proceso |
| Atmósfera | Previene la oxidación y reacciones químicas | Gas inerte (Argón), alta pureza |
¿Listo para lograr una densificación completa y propiedades mecánicas superiores para sus componentes?
En KINTEK, nos especializamos en proporcionar equipos de laboratorio y consumibles avanzados, incluidas soluciones de Prensado Isostático en Caliente, para satisfacer las necesidades precisas de laboratorios y fabricantes. Ya sea que trabaje con piezas fundidas, piezas impresas en 3D o metales en polvo, nuestra experiencia garantiza parámetros HIP óptimos para su material y aplicación específicos.
Contáctenos hoy para discutir cómo nuestras soluciones pueden mejorar el rendimiento de su material y optimizar su proceso de producción. Póngase en contacto a través de nuestro formulario de contacto para hablar con un experto.
Guía Visual
Productos relacionados
- Reactor Visual de Alta Presión para Observación In Situ
- Circulador Refrigerador de 10L Baño de Agua de Refrigeración Baño de Reacción de Temperatura Constante de Baja Temperatura
- Circulador de baño de agua de enfriamiento y calentamiento de 10L para reacción a temperatura constante alta y baja
- Prensa Hidráulica de Laboratorio para Pellets para Aplicaciones de Laboratorio XRF KBR FTIR
- Circulador de baño de agua de enfriamiento y calentamiento de 5L para reacción a temperatura constante alta y baja
La gente también pregunta
- ¿Cómo garantizan los reactores de alta presión la fiabilidad de las pruebas de electrolizadores? Logre una precisión de grado industrial
- ¿Cómo ayuda un reactor de alta presión en la hidrogenación catalítica del 2,6-dimetilnitrobenceno? Optimice su proceso
- ¿Qué papel juega un reactor de alta presión en la SHS? Lograr una síntesis precisa de fases MAX dopadas con manganeso
- ¿Cómo mejora un reactor de alta presión las propiedades de adsorción del hidrocarbón? Optimice el rendimiento del SMS mediante HTC
- ¿Cuál es la importancia de utilizar un reactor de alta presión para el tratamiento de la cáscara de arroz? Aumenta el rendimiento y la velocidad de la furfural


















