
El Enemigo Invisible de la Precisión
En el mundo de la ciencia de materiales, nada es perfecto. Pero el horno de vacío intenta acercarse más que cualquier otra cosa.
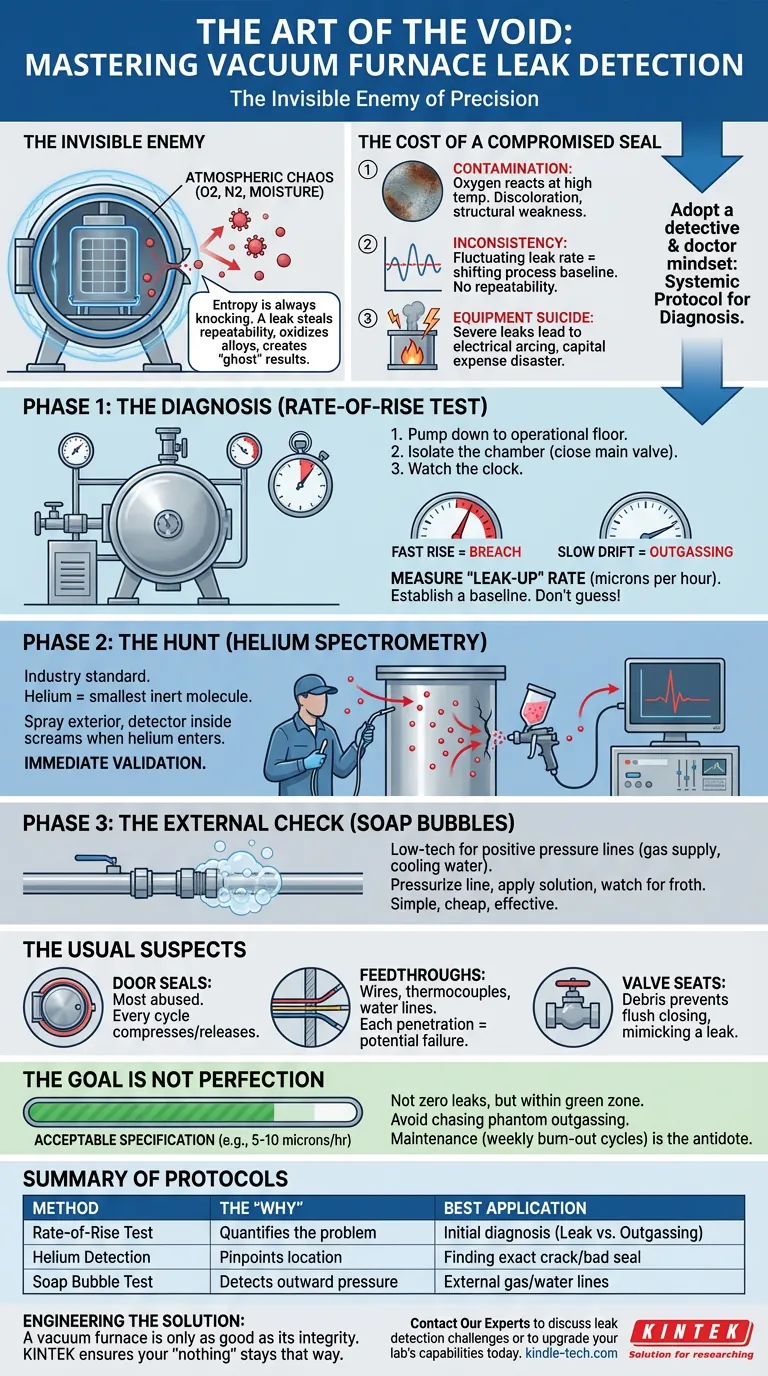
Su función principal no es solo calentar, sino excluir. Crea un santuario donde el caos atmosférico —oxígeno, nitrógeno, humedad— no puede entrar. Cuando ese santuario es violado, no solo pierde presión de vacío. Pierde la integridad de su experimento.
La entropía siempre está llamando a la puerta.
Una fuga rara vez es catastrófica en un sentido dramático y explosivo. En cambio, es un ladrón silencioso. Roba la repetibilidad. Oxida aleaciones de alto valor. Crea resultados "fantasma" que envían a los investigadores por el camino equivocado durante semanas.
Para mantener la pureza del vacío, debemos adoptar una mentalidad que es parte detective, parte médico. Necesitamos un protocolo sistémico para el diagnóstico.
El Costo de un Sello Comprometido
¿Por qué nos obsesionamos con las fugas? Porque la atmósfera es químicamente agresiva.
Cuando el aire entra en una cámara de vacío, no solo está "llenando espacio". Está reaccionando.
Contaminación: El oxígeno reacciona con los metales a altas temperaturas. La decoloración es el síntoma visual; la debilidad estructural es la enfermedad oculta.
Inconsistencia: Si su tasa de fuga fluctúa, su línea base de proceso cambia. No puede reclamar repetibilidad científica si su entorno cambia de martes a miércoles.
Suicidio del Equipo: En casos severos, un mal vacío conduce a arcos eléctricos entre los elementos calefactores. Esto no es solo un mal día de datos; es un desastre de gastos de capital.
Fase 1: El Diagnóstico (Tasa de Aumento)
Antes de intentar solucionar un problema, debe cuantificarlo.
Muchos operadores se saltan este paso. Sospechan una fuga y comienzan inmediatamente a apretar pernos. Esto es un error. Necesita una línea base. Necesita la prueba de Tasa de Aumento (ROR).
La lógica es simple:
- Bombee el horno hasta su nivel operativo.
- Aísle la cámara (cierre la válvula principal).
- Observe el reloj.
Está midiendo la tasa de "fuga-aumento". La presión aumentará, eso es física. Pero, ¿qué tan rápido está aumentando?
Si la presión se dispara en minutos, tiene una brecha. Si se eleva lentamente durante una hora, puede que solo tenga desgasificación. La prueba ROR le da un número (micras por hora). Sin este número, está adivinando.
Fase 2: La Caza (Espectrometría de Helio)
Una vez que la prueba ROR confirma que el enemigo está dentro de las murallas, debe encontrar por dónde entró.
El estándar de la industria es el Espectrómetro de Masa de Helio. Es elegante en su precisión.
El helio es la molécula inerte más pequeña que podemos usar fácilmente. Puede colarse por huecos que el agua o el nitrógeno no pueden. Al conectar un detector al sistema de vacío y rociar helio en el *exterior* del horno, esperamos.
Si el helio fluye a través de una grieta microscópica en una soldadura o una junta tórica, el espectrómetro grita. Es una validación inmediata.
Fase 3: La Verificación Externa (Burbujas de Jabón)
No desprecie las soluciones de baja tecnología. Tienen su lugar.
El helio detecta fugas *hacia* el vacío. ¿Pero qué pasa con las líneas presurizadas que alimentan el sistema?
Las líneas de suministro de gas y los accesorios de agua de enfriamiento están bajo presión positiva. El helio no ayudará aquí. Para estos, la clásica prueba de "burbujas de jabón" sigue siendo la reina. Presurice la línea, aplique la solución y observe la espumosa señal.
Es simple, barato y efectivo.
Los Sospechosos Habituales
¿Dónde ocurren las fugas? Por lo general, justo donde las manos humanas han tocado la máquina.
La entropía ataca las interfaces. Al solucionar problemas, comience aquí:
- Sellos de Puerta: La parte más maltratada del horno. Cada ciclo comprime y libera esta junta tórica.
- Pasamuros: Cada cable, cada termopar, cada línea de agua que entra en la cámara requiere una penetración. Cada una es un punto potencial de falla.
- Asientos de Válvula: Los escombros pueden impedir que una válvula cierre al ras, imitando una fuga.
El Objetivo No Es la Perfección
Hay una trampa psicológica en las pruebas de fugas: el deseo de cero.
Ningún horno está sellado herméticamente para siempre. El objetivo no es un sello perfecto; el objetivo es una especificación aceptable.
Los fabricantes definen una tolerancia de "tasa de fuga-aumento" (por ejemplo, 5-10 micras por hora). Mientras se mantenga dentro de esta zona verde, su proceso es seguro. No pierda días persiguiendo una fuga fantasma que en realidad es solo desgasificación normal.
El mantenimiento es el antídoto. Los ciclos semanales de "quemado" (alta temperatura, alto vacío) ayudan a vaporizar contaminantes que imitan fugas.
Resumen de Protocolos
| Método | El "Por Qué" | Mejor Aplicación |
|---|---|---|
| Prueba de Tasa de Aumento | Cuantifica el problema. | Diagnóstico inicial. ¿Es una fuga o desgasificación? |
| Detección de Helio | Localiza el punto exacto. | Encontrar la grieta exacta o el sello defectuoso. |
| Prueba de Burbujas de Jabón | Detecta presión externa. | Verificación de líneas externas de gas y agua. |
Diseñando la Solución
Un horno de vacío es tan bueno como su integridad. Cuando controlas la atmósfera, controlas las propiedades del material.
En KINTEK, entendemos que el equipo de laboratorio es la base del descubrimiento. Ya sea que esté lidiando con metalurgia compleja o tratamiento térmico de rutina, la confiabilidad de sus sellos determina la confiabilidad de sus datos.
Nos especializamos en equipos de laboratorio de alto rendimiento y los consumibles necesarios para mantenerlos en funcionamiento. Desde juntas tóricas hasta asesoramiento experto sobre la integridad del vacío, estamos aquí para asegurar que su "nada" permanezca así.
Contacte a Nuestros Expertos para discutir sus desafíos de detección de fugas o para mejorar las capacidades de su laboratorio hoy mismo.
Guía Visual
Productos relacionados
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Horno Tubular
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Calentado
- Horno de tratamiento térmico al vacío y horno de fusión por inducción de levitación
- Horno de Sinterización y Tratamiento Térmico al Vacío de Tungsteno de 2200 ℃
Artículos relacionados
- La Paradoja de la Pureza: Eligiendo el Corazón de su Horno de Prensa en Caliente al Vacío
- Dominando el Vacío: Por Qué un Horno de Vacío es Más Que Solo Calor
- Horno de vacío para prensado en caliente: una guía completa
- Más allá del sinterizado: cómo el prensado en caliente al vacío forja sólidos perfectos a partir de polvo
- Guía completa para la aplicación de hornos de prensado en caliente al vacío



















