La etapa de enfriamiento del tratamiento térmico es el proceso controlado de reducción de la temperatura de un metal después de haber sido calentado a un punto específico. Esta es a menudo la fase más crítica, ya que la velocidad y el método de enfriamiento, conocido como temple (quench), determinan directamente las propiedades mecánicas finales del material, como su dureza, resistencia y ductilidad. La elección del método de enfriamiento puede variar desde una inmersión rápida en salmuera hasta un enfriamiento lento durante horas dentro de un horno.
El principio fundamental a comprender es que no se trata solo de enfriar el metal. La velocidad de enfriamiento dicta la estructura microscópica final del material, fijando las propiedades deseadas y transformándolo para su propósito previsto.

Por qué la velocidad de enfriamiento es el factor decisivo
A altas temperaturas de tratamiento térmico, la estructura atómica de un metal como el acero se transforma en una forma llamada austenita. El objetivo del proceso de enfriamiento es controlar cómo se transforma esta austenita de nuevo en una estructura diferente a temperatura ambiente.
La ciencia de la transformación
Cuando se enfría rápidamente, los átomos no tienen tiempo de reorganizarse en un estado blando y estable. Quedan atrapados en una estructura muy tensa, dura y frágil, como la martensita. Este es el objetivo principal de los procesos de endurecimiento.
Cuando se enfría lentamente, los átomos tienen tiempo suficiente para moverse hacia una estructura cristalina organizada y de baja tensión. Esto da como resultado un material más blando, más dúctil y más fácil de mecanizar con estructuras como ferrita y perlita.
Métodos de enfriamiento comunes y su propósito
El "templant" (quenchant), o medio de enfriamiento, se elige en función de la velocidad de enfriamiento deseada, el tipo de metal y la geometría de la pieza. Cada medio extrae calor a una velocidad diferente.
Temple (Quenching): El camino hacia la máxima dureza
El temple se refiere a cualquier proceso de enfriamiento rápido. El objetivo es enfriar el metal lo suficientemente rápido como para evitar la formación de estructuras blandas.
- Temple en salmuera o agua: Una solución de agua salada proporciona la velocidad de enfriamiento más rápida. Es extremadamente eficaz, pero también el más severo, creando inmensas tensiones internas que pueden hacer que las piezas delgadas o complejas se deformen o agrieten.
- Temple en aceite: El aceite se enfría más lentamente que el agua. Esto lo convierte en una opción muy común para muchos aceros aleados, ya que proporciona un buen equilibrio entre lograr una alta dureza y reducir el riesgo de distorsión.
- Temple con gas: El uso de gases como nitrógeno o argón a alta presión ofrece un proceso de enfriamiento limpio y altamente controlado. Es más lento que el aceite, pero ideal para piezas de alto valor, geometrías complejas y materiales avanzados utilizados en la industria aeroespacial, donde minimizar la distorsión es fundamental. Como regla general, el acero utiliza nitrógeno con una pureza del 99,995%, mientras que las superaleaciones pueden requerir nitrógeno o argón con una pureza del 99,999%.
Enfriamiento lento: Priorizar la estabilidad y la maquinabilidad
No todos los tratamientos térmicos son para endurecer. A veces, el objetivo es ablandar el metal, aliviar la tensión o refinar su estructura de grano interna.
- Recocido (Annealing): Implica enfriar el material lo más lentamente posible, a menudo dejándolo dentro del horno apagado. Produce el estado más blando y dúctil, haciendo que el metal sea fácil de mecanizar o conformar.
- Normalizado (Normalizing): Implica retirar la pieza del horno y dejarla enfriar al aire quieto. Es más rápido que el recocido, pero mucho más lento que el temple. El normalizado se utiliza a menudo para crear una estructura de grano más uniforme y aliviar la tensión acumulada por pasos de fabricación previos como el forjado o el conformado en frío.
Comprender las compensaciones: Dureza frente a fragilidad
Seleccionar un proceso de enfriamiento es un acto de equilibrio. Lograr una propiedad a menudo implica sacrificar otra.
El riesgo de distorsión y agrietamiento
Cuanto más rápida sea la velocidad de enfriamiento, mayor será el choque térmico y la tensión interna. Si bien un temple rápido produce la máxima dureza, también crea un alto riesgo de que la pieza se doble, se distorsione o incluso se agriete. El templant debe ser lo suficientemente agresivo para endurecer la pieza, pero no tan agresivo como para destruirla.
La necesidad de revenido (Tempering)
Una pieza que ha sido templada a su máxima dureza es casi siempre demasiado frágil para cualquier aplicación práctica. Es como el vidrio: duro pero se rompe fácilmente.
Por esta razón, el temple casi siempre va seguido de un segundo tratamiento térmico llamado revenido (tempering). Este proceso implica recalentar la pieza endurecida a una temperatura mucho más baja para aliviar la tensión e intercambiar una pequeña cantidad de dureza por un aumento significativo de la tenacidad.
Selección del proceso de enfriamiento correcto
Su elección del método de enfriamiento debe alinearse con las propiedades finales que requiere su componente.
- Si su enfoque principal es la máxima dureza: Utilice el temple más agresivo que su material pueda tolerar sin fallar, como la salmuera para aceros al carbono simples o un aceite rápido para aleaciones.
- Si su enfoque principal es minimizar la distorsión: Utilice un método más lento y controlado, como el temple con gas al vacío o un aceite más suave, especialmente para piezas complejas o de alta precisión.
- Si su enfoque principal es mejorar la maquinabilidad o la suavidad: Utilice un proceso de enfriamiento lento como el enfriamiento en horno (recocido) o el enfriamiento al aire (normalizado).
En última instancia, dominar el proceso de enfriamiento es dominar las propiedades finales del metal en sí.
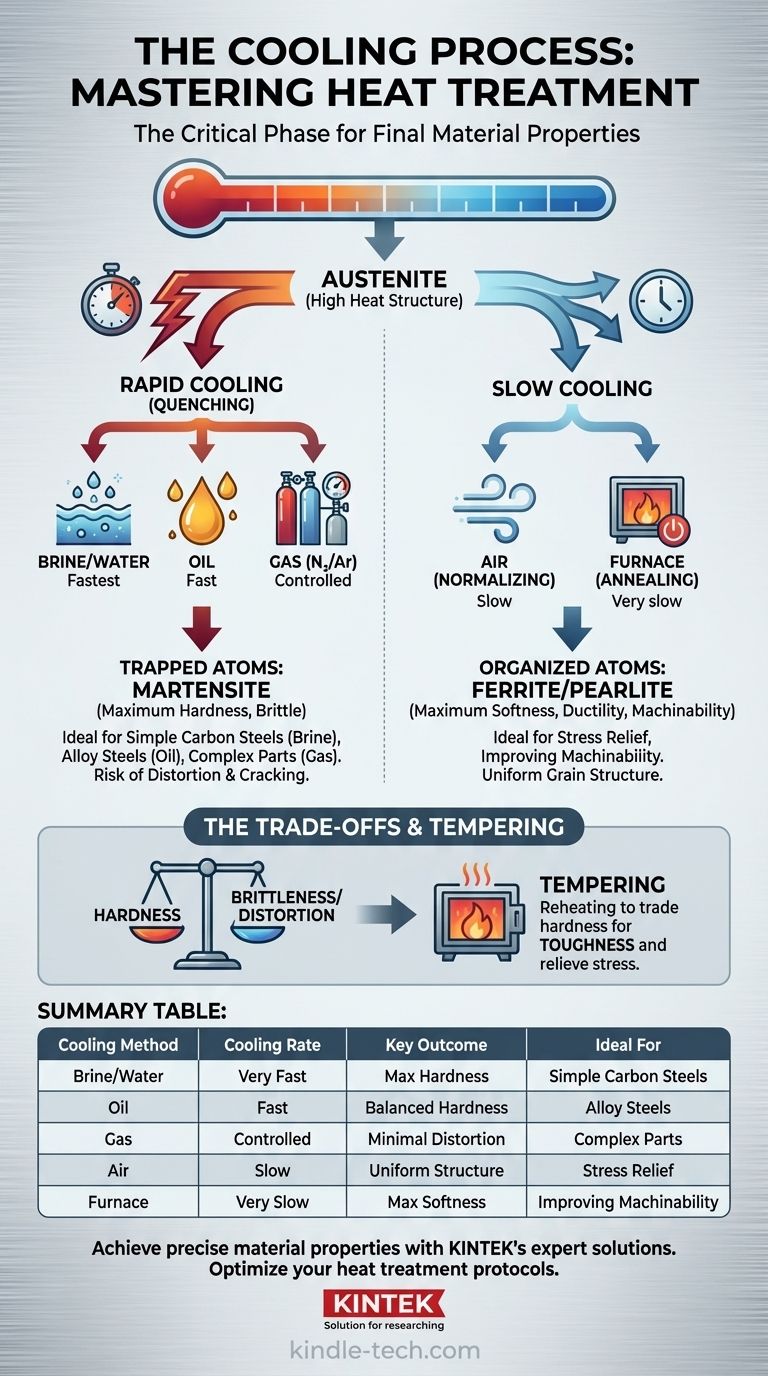
Tabla de resumen:
| Método de enfriamiento | Velocidad de enfriamiento | Resultado clave | Ideal para |
|---|---|---|---|
| Temple en salmuera/agua | Muy rápido | Dureza máxima (Martensita) | Aceros al carbono simples |
| Temple en aceite | Rápido | Dureza equilibrada y distorsión reducida | Aceros aleados |
| Temple con gas | Controlado | Distorsión mínima, proceso limpio | Piezas complejas de alto valor (aeroespacial) |
| Enfriamiento al aire (Normalizado) | Lento | Estructura de grano uniforme, alivio de tensión | Alivio de tensión post-forjado |
| Enfriamiento en horno (Recocido) | Muy lento | Suavidad y ductilidad máximas | Mejora de la maquinabilidad |
Logre propiedades de material precisas en su laboratorio con las soluciones expertas de KINTEK.
La selección del método de enfriamiento correcto es fundamental para lograr la dureza, resistencia y estabilidad dimensional exactas que requieren sus componentes. Ya sea que esté desarrollando aleaciones de alta resistencia o necesite minimizar la distorsión en piezas de precisión, KINTEK proporciona el equipo de laboratorio avanzado y los consumibles para controlar cada paso del proceso de tratamiento térmico.
Nuestro equipo se especializa en ayudar a laboratorios como el suyo a optimizar los protocolos de temple y enfriamiento para obtener resultados reproducibles y de alta calidad. Contacte a nuestros expertos hoy mismo para discutir cómo podemos apoyar sus desafíos específicos de ciencia de materiales y tratamiento térmico.
Guía Visual