Existe una profunda diferencia entre la calificación máxima de una máquina y su realidad sostenible.
En el mundo de la ciencia de materiales a alta temperatura, 1450°C es un umbral crítico. Es el punto donde la física comienza a discutir con la ingeniería.
Cuando se empuja un horno de tubo de vacío a esta temperatura, la naturaleza fundamental del equipo cambia. Ya no está operando una herramienta estática; está gestionando un activo en decadencia.
El horno no solo se calienta más. Cambia su identidad.
La Arquitectura de la Fragilidad
El componente central de estos hornos es el tubo de trabajo, típicamente fabricado con cerámicas de alta pureza como la alúmina. A 1000°C, este tubo es un componente estructural duradero, parte de la "casa".
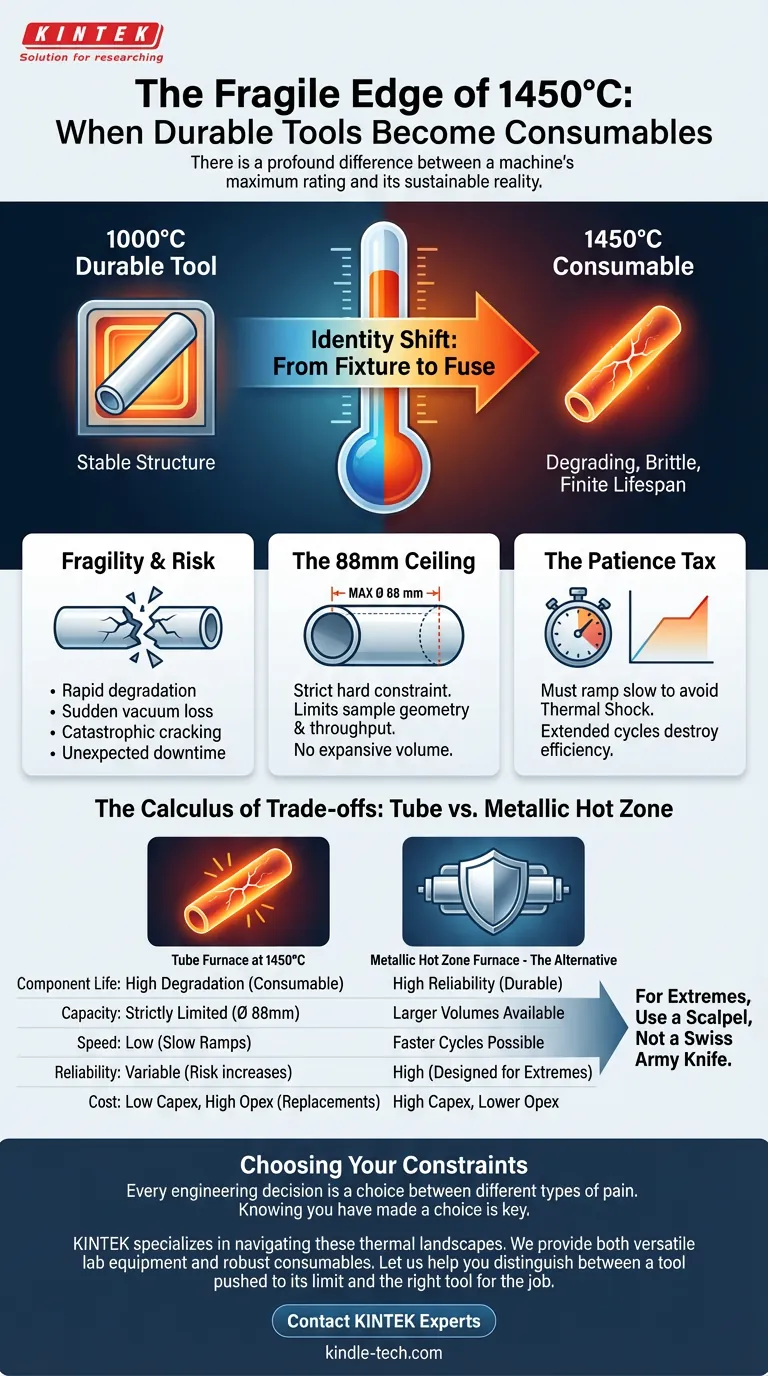
A 1450°C, el tubo se convierte en un consumible.
La carga térmica es tan extrema que la estructura del material comienza a degradarse rápidamente. Se vuelve quebradiza. Pierde su resiliencia.
El cambio psicológico para el operador es significativo. Debe dejar de ver el tubo como un accesorio permanente y empezar a verlo como un fusible o un filtro, algo con una vida útil finita y predecible.
Si no planifica para esta mortalidad, se enfrentará a:
- Tiempo de inactividad inesperado.
- Pérdida súbita de vacío.
- Agrietamiento catastrófico durante un ciclo.
El Techo de 88 Milímetros
El estrés requiere compensación. Para sobrevivir a la intensidad de 1450°C, la geometría del tubo debe ser conservadora.
Aquí no hay espacio para un volumen expansivo. La física del estrés térmico dicta una estricta limitación de tamaño: un diámetro interior máximo de 88 mm.
Esta es una restricción dura.
Limita la geometría de sus muestras. Limita su rendimiento. Obliga a un compromiso entre la temperatura que necesita y el volumen que desea. Si su aplicación requiere el procesamiento de componentes grandes, el horno de tubo no solo es ineficiente; es físicamente incapaz.
El Impuesto a la Paciencia
La alta temperatura exige tiempo lento.
La causa más común de falla del tubo no es el calor en sí; es el *cambio* de calor. El choque térmico es el asesino silencioso de las cerámicas.
Para mitigar el estrés en un tubo que ya está cerca de su punto de ruptura, no puede aumentar la temperatura rápidamente. Ciertamente no puede enfriar rápidamente.
Debe pagar un "impuesto a la paciencia".
Los ciclos deben extenderse. Los rampas deben ser suaves. Esto protege el equipo, pero destruye la eficiencia. Para un laboratorio de investigación que realiza un experimento a la semana, esto es aceptable. Para una línea de producción que requiere un enfriamiento rápido o una alta rotación, es un factor decisivo.
El Cálculo de los Compromisos
A menudo elegimos hornos de tubo porque son versátiles generalistas. Son las navajas suizas del laboratorio.
Pero a 1450°C, no necesita una navaja suiza. Necesita un bisturí.
Cuando las limitaciones del horno de tubo se convierten en obstáculos, la solución suele ser un Horno de Zona Caliente Metálica.
Construidos con molibdeno y blindaje reflectante en lugar de aislamiento de fibra, estos sistemas están diseñados para los extremos. Proporcionan un vacío más puro y manejan el calor sin los problemas de degradación de las cerámicas. Reemplazan la "versatilidad" con la "fiabilidad".
Así es como se ven los compromisos:
| Característica | Horno de Tubo a 1450°C | La Realidad |
|---|---|---|
| Vida Útil del Componente | Alta degradación | El tubo es un artículo consumible. |
| Capacidad | Estrictamente limitada | Diámetro interior máximo de 88 mm. |
| Velocidad | Baja | Requiere rampas térmicas lentas para evitar grietas. |
| Fiabilidad | Variable | El riesgo de fallo aumenta con cada ciclo. |
| Costo | Bajo Capex, Alto Opex | Los tubos de repuesto aumentan los costos a largo plazo. |
Eligiendo Sus Restricciones
Cada decisión de ingeniería es una elección entre diferentes tipos de dolor.
Puede elegir el dolor de una mayor inversión inicial (un horno de zona caliente metálica) para obtener fiabilidad y volumen.
O puede elegir el dolor de las limitaciones operativas (el horno de tubo) para ahorrar en costos iniciales, siempre que acepte los pequeños tamaños de muestra y la naturaleza consumible del tubo.
El peligro radica en no saber que ha tomado una decisión.
En KINTEK, nos especializamos en navegar por estos paisajes térmicos. Proporcionamos tanto el equipo de laboratorio versátil para la investigación como los consumibles robustos necesarios para mantenerlos en funcionamiento. Le ayudamos a distinguir entre una herramienta que se lleva al límite y la herramienta adecuada para el trabajo.
No deje que la física lo sorprenda. Contacte a Nuestros Expertos hoy mismo para discutir si su proceso necesita un tubo nuevo o un enfoque nuevo.
Guía Visual
Productos relacionados
- Horno de tubo rotatorio de funcionamiento continuo sellado al vacío Horno de tubo giratorio
- Horno de tubo de vacío de alta presión de laboratorio
- Horno de Tubo Rotatorio de Laboratorio con Inclinación al Vacío
- Horno de Tubo de CVD de Cámara Dividida con Sistema de Deposición Química de Vapor y Estación de Vacío
- Horno de atmósfera controlada de 1200℃, horno de atmósfera inerte de nitrógeno
Artículos relacionados
- Exploración de las ventajas de los hornos tubulares rotatorios en aplicaciones industriales y de laboratorio
- Desbloquear la eficiencia: Ventajas y aplicaciones de los hornos tubulares rotativos
- La Geometría del Calor: Diseñando el Entorno Térmico Perfecto
- La Física de la Perfección: Cómo los Hornos Rotatorios Eliminan la Aleatoriedad en el Procesamiento de Materiales
- Desbloquear la eficiencia: La guía definitiva de los hornos de tubo giratorio



















