El tratamiento térmico a menudo se idealiza como un proceso de fuego e intensidad. Imaginamos el metal al rojo vivo, las temperaturas extremas y la energía consumida.
Pero en la ciencia de materiales, la fase de calentamiento es solo la preparación. La fase de enfriamiento es la ejecución.
Es durante el enfriamiento —específicamente el temple por gas en hornos de vacío— que se sella el destino metalúrgico de un componente. Es una carrera contra el tiempo, luchando por "congelar" una microestructura específica antes de que las leyes de la termodinámica permitan que los átomos vuelvan a un estado relajado y más blando.
Esto no se trata solo de soplar aire sobre una pieza caliente. Es una orquestación precisa de presión, velocidad y química.
La Historia de Dos Sistemas de Enfriamiento
Para entender los hornos de vacío, primero debe aceptar una contradicción: la máquina intenta congelarse a sí misma mientras quema su contenido.
A menudo hay confusión entre los dos sistemas de enfriamiento que operan simultáneamente. Sirven a amos opuestos.
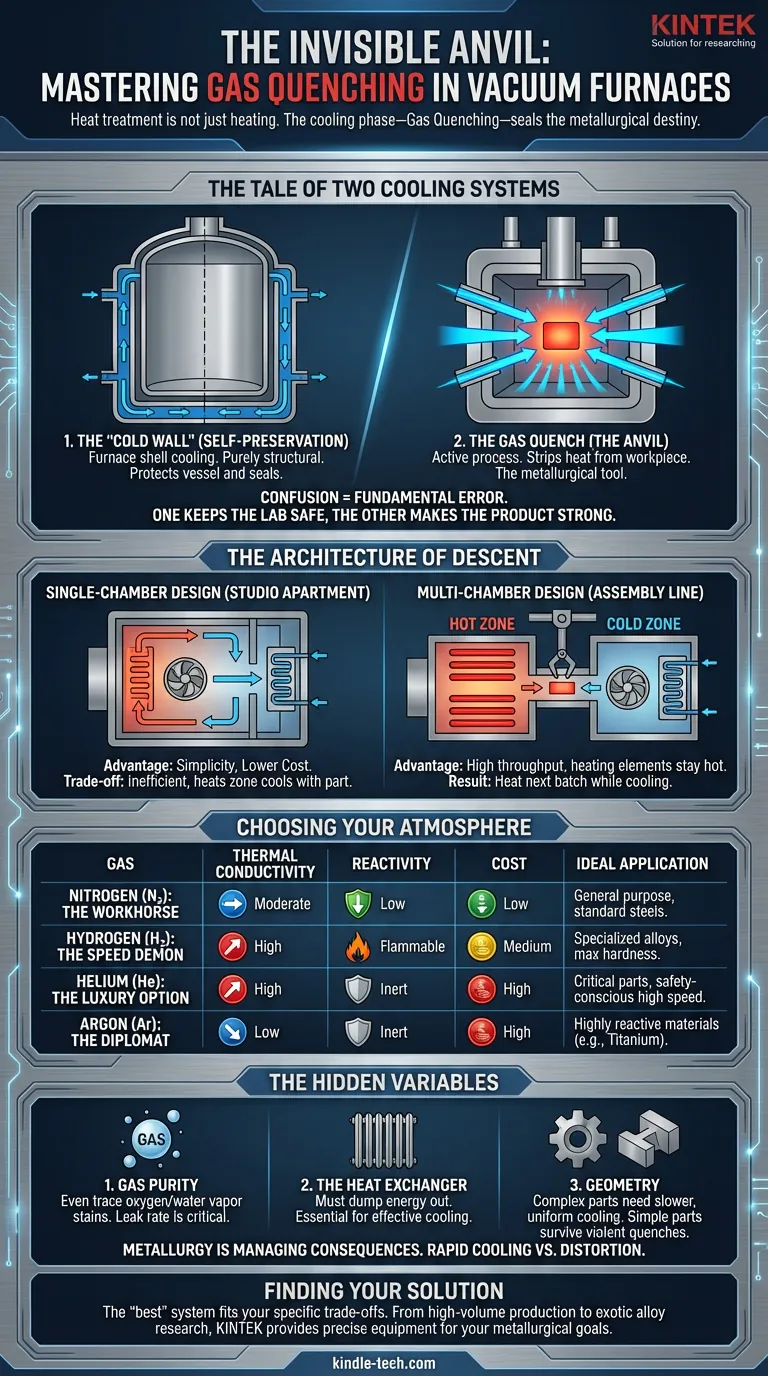
1. La "Pared Fría" (Autopreservación) La carcasa del horno tiene doble pared y se circula continuamente con agua. Este sistema nunca duerme. Su trabajo es puramente estructural: evitar que el acero exterior se deforme y asegurar que los sellos de vacío no se derritan. Protege el recipiente.
2. El Temple por Gas (El Yunque) Este es el proceso activo. Una vez que concluye el ciclo de calentamiento, se inyecta gas de alta pureza en la cámara. Arrebata el calor de la pieza de trabajo para endurecerla. Esta es la herramienta metalúrgica.
Confundir los dos es un error fundamental. Uno mantiene el laboratorio seguro; el otro hace que el producto sea fuerte.
La Arquitectura del Descenso
Cómo organiza el proceso de temple define el flujo de trabajo de su laboratorio. El diseño del horno dicta el ritmo de producción.
Diseño de Cámara Única
Piense en esto como un estudio de un solo ambiente. Usted vive, duerme y come en una sola habitación.
En un diseño de cámara única, los elementos calefactores se apagan y el gas inunda el mismo espacio. Un ventilador de alta potencia fuerza el gas a través de la carga y sobre un intercambiador de calor interno.
- La Ventaja: Simplicidad y menor costo de capital.
- La Contrapartida: La zona de calentamiento en sí debe enfriarse junto con la pieza, lo que es ineficiente energéticamente para ciclos rápidos.
Diseño de Múltiples Cámaras
Este es el enfoque de línea de montaje. La pieza de trabajo se mueve mecánicamente de una zona caliente a una zona fría dedicada.
- La Ventaja: Los elementos calefactores permanecen calientes, protegidos del choque térmico del gas frío.
- El Resultado: Puede calentar el siguiente lote mientras el anterior se enfría. Alto rendimiento, alta eficiencia.
Eligiendo su Atmósfera
Si el diseño del horno es el hardware, el gas es el software.
El gas que elija determina la violencia con la que arrebata el calor del metal. Es un equilibrio entre agresividad térmica y seguridad química.
Nitrógeno (N₂): El Caballo de Batalla
El nitrógeno es el estándar de la industria. Es barato, abundante y ofrece una conductividad térmica decente. Para el 80% de las aplicaciones generales de tratamiento térmico, el nitrógeno de alta pureza (>99.999%) es la opción lógica.
Hidrógeno (H₂): El Demonio de la Velocidad
Cuando necesita velocidad, el hidrógeno es el rey. Tiene la conductividad térmica más alta de los gases comunes. Arrebata el calor más rápido que cualquier otro.
- La Trampa: Es explosivo. El uso de hidrógeno requiere protocolos de seguridad rigurosos y una construcción de horno especializada. Es alto riesgo, alta recompensa.
Helio (He): La Opción de Lujo
El helio ofrece un rendimiento cercano al del hidrógeno sin el riesgo de explosión. Fluye fácilmente y se enfría rápidamente. Sin embargo, su costo lo hace prohibitivo para cualquier aplicación que no sea la más crítica en la industria aeroespacial o médica.
Argón (Ar): El Diplomático
El argón es pesado, lento y completamente inerte. No enfría muy rápido. Usa argón solo cuando el material es tan reactivo que incluso el nitrógeno causaría una reacción. Es la opción para la máxima pureza superficial, no para la velocidad.
Las Variables Ocultas
La metalurgia es el arte de gestionar las consecuencias. Queremos dureza, lo que requiere un enfriamiento rápido. Pero el enfriamiento rápido introduce distorsión.
Si enfría el exterior de un bloque de acero grueso instantáneamente mientras el núcleo permanece caliente, el estrés diferencial desgarrará el metal. Obtendrá una pieza dura, pero podría estar agrietada o deformada.
El desafío de ingeniería radica en tres áreas:
- Pureza del Gas: Incluso cantidades traza de oxígeno (por encima de 2 ppm) o vapor de agua pueden manchar el acabado brillante. Un horno de vacío es tan bueno como su tasa de fugas.
- El Intercambiador de Calor: Puede hacer circular el gas tan rápido como quiera, pero si el intercambiador de calor no puede descargar esa energía del sistema, solo está soplando aire caliente sobre metal caliente.
- Geometría: Las piezas complejas requieren un enfriamiento más lento y uniforme. Las piezas simples pueden soportar un temple violento.
Resumen de Medios de Enfriamiento
| Gas | Conductividad Térmica | Reactividad | Costo | Aplicación Ideal |
|---|---|---|---|---|
| Nitrógeno | Moderada | Baja | Bajo | Uso general, aceros estándar |
| Hidrógeno | Alta | Inflamable | Medio | Aleaciones especializadas que requieren máxima dureza |
| Helio | Alta | Inerte | Alto | Piezas críticas, alta velocidad con conciencia de seguridad |
| Argón | Baja | Inerte | Alto | Materiales altamente reactivos (Titanio, etc.) |
Encontrando Su Solución
El "mejor" sistema no existe. Solo existe el sistema que se adapta a sus compensaciones específicas.
Si opera una línea de producción de alto volumen, un sistema de nitrógeno de múltiples cámaras es su motor. Si está investigando aleaciones exóticas en un laboratorio pequeño, un sistema de argón de cámara única podría ser su santuario.
En KINTEK, entendemos que el equipo de laboratorio no es solo maquinaria; es la variable que controla el éxito de su experimento. Ya sea que necesite la fuerza bruta del enfriamiento con hidrógeno o el toque delicado del argón, proporcionamos el equipo preciso para que coincida con sus objetivos metalúrgicos.
Guía Visual
Productos relacionados
- Horno de Fusión por Inducción al Vacío para Fusión por Inducción
- Horno de Tubo de CVD de Cámara Dividida con Sistema de Deposición Química de Vapor y Estación de Vacío
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
- Horno de Grafización Experimental de Vacío de Grafito IGBT
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
Artículos relacionados
- Introducción a la fusión por inducción en vacío: Principios, procesos y aplicaciones
- Cómo la fusión por inducción en vacío (VIM) transforma la producción de aleaciones de alto rendimiento
- Horno de fusión al vacío: Guía completa de la fusión por inducción al vacío
- Horno de fusión por inducción en vacío: Introducción y aplicaciones
- Proceso de fusión y mantenimiento del horno de fusión por inducción al vacío



















