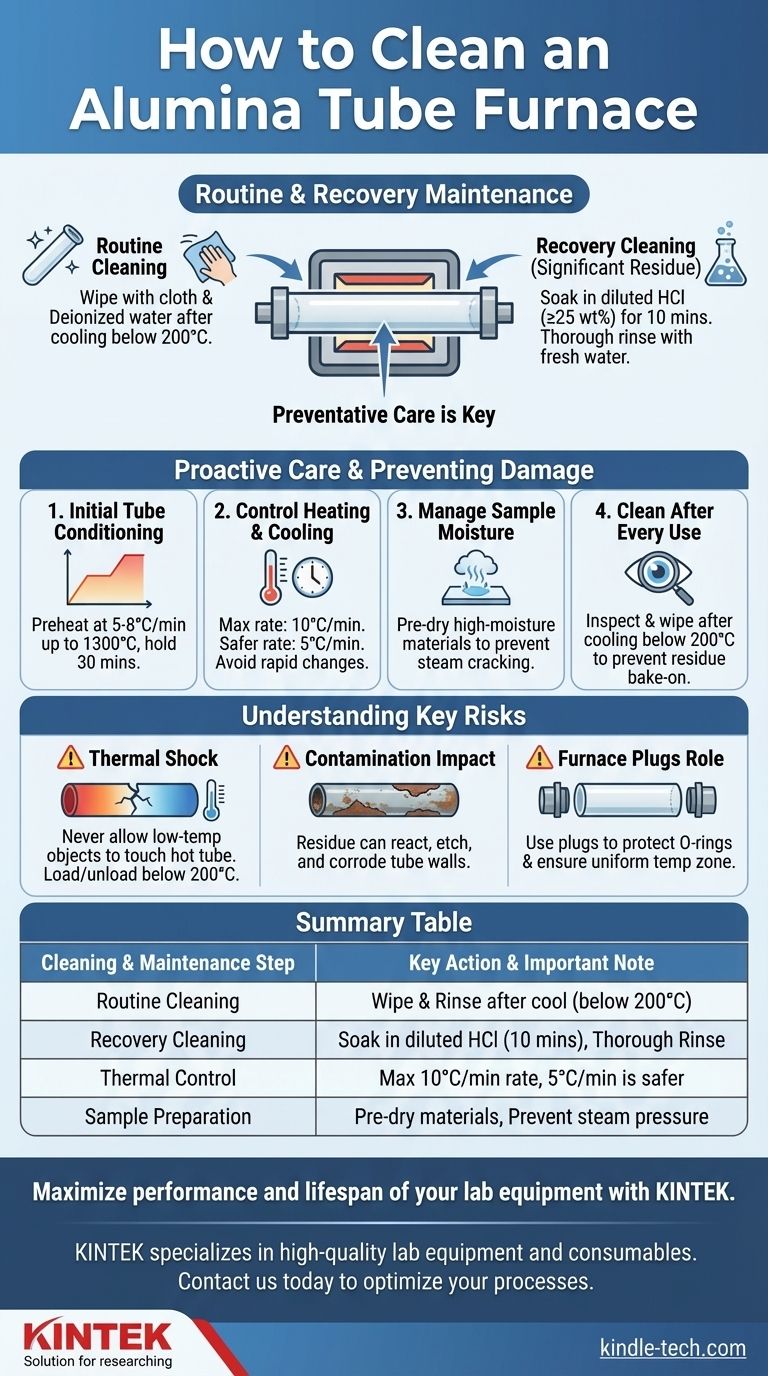
Para la limpieza rutinaria, debe limpiar físicamente cualquier residuo después de que el tubo de alúmina se haya enfriado y, si es necesario, enjuagarlo con agua desionizada. Para una contaminación más significativa, el tubo se puede sumergir en ácido clorhídrico diluido (≥25% en peso) durante aproximadamente 10 minutos, seguido de un enjuague a fondo con agua fresca para eliminar todos los rastros de ácido.
La forma más efectiva de "limpiar" un tubo de alúmina es evitar que se ensucie en primer lugar. Los procedimientos operativos adecuados, especialmente el control del choque térmico y el pretratamiento de las muestras, son mucho más críticos para la longevidad del tubo que cualquier método de limpieza reactiva.
El procedimiento de limpieza de recuperación estándar
Cuando las medidas preventivas no son suficientes y quedan residuos significativos, puede ser necesario un lavado químico. Esto debe considerarse una operación de recuperación, no un mantenimiento rutinario.
Paso 1: Preparar el tubo
Primero, asegúrese de que el horno esté completamente frío y apagado. Retire con cuidado el tubo de alúmina del horno y colóquelo sobre una superficie limpia, estable y resistente a los productos químicos.
Paso 2: El lavado con ácido
Llene el tubo con una solución diluida de ácido clorhídrico (HCl, ≥25% en peso). Déjelo en remojo durante unos 10 minutos. Este proceso ayuda a disolver óxidos metálicos y otros contaminantes comunes sin ser excesivamente agresivo para la propia alúmina.
Paso 3: Enjuague y secado a fondo
Después de remojar, drene el ácido de forma segura. Enjuague el interior del tubo a fondo con agua fresca y limpia —preferiblemente agua desionizada— para eliminar cualquier residuo de ácido. Deje que el tubo se seque completamente antes de volver a insertarlo en el horno para evitar la generación rápida de vapor y posibles grietas al calentarse.
Cuidado proactivo: Prevención de la contaminación y el daño
La mejor estrategia es establecer protocolos operativos estrictos que protejan el tubo desde el principio. Un proceso limpio anula la necesidad de una limpieza agresiva.
Acondicionamiento inicial del tubo
Cuando se utiliza un tubo de alúmina nuevo, debe precalentarse para eliminar las tensiones internas y quemar cualquier contaminante de fabricación. Se recomienda una velocidad de calentamiento lenta de 5-8°C por minuto hasta 1300°C, mantenida durante 30 minutos, para este acondicionamiento inicial.
Controle su calentamiento y enfriamiento
Los cambios rápidos de temperatura son la principal causa de falla del tubo. Las velocidades de calentamiento y enfriamiento para sus procesos nunca deben exceder los 10°C por minuto. Una velocidad de enfriamiento conservadora de 5°C por minuto es incluso más segura y prolongará significativamente la vida útil del tubo.
Gestione la humedad de la muestra
La humedad es un riesgo significativo. Cualquier agua atrapada en su muestra se convertirá en vapor a alta presión al calentarse, lo que puede agrietar el tubo. Siempre pre-seque los materiales con alto contenido de agua o agua cristalina antes de colocarlos en el horno.
Limpie después de cada uso
Una vez que el horno se haya enfriado por debajo de 200°C, inspeccione el tubo. Asegúrese de que no queden residuos de muestra. Una simple limpieza o un enjuague rápido pueden evitar que el material se adhiera a la pared del tubo en una ejecución posterior, lo que puede causar corrosión química y daños.
Comprendiendo los riesgos clave
Es más probable que un manejo inadecuado destruya un tubo que cualquier proceso químico que se realice dentro de él. Comprender estos riesgos es fundamental para un mantenimiento adecuado.
El peligro del choque térmico
El choque térmico es la mayor amenaza para su tubo de alúmina. Ocurre cuando diferentes partes del tubo se expanden o contraen a diferentes velocidades, causando fracturas por tensión.
Para evitar esto, nunca permita que objetos de baja temperatura toquen un tubo de horno caliente. Siempre cargue y descargue sus muestras cuando la temperatura del horno esté por debajo de 200°C.
El impacto de la contaminación
Dejar residuos de muestra dentro del tubo no es solo un problema de limpieza. A altas temperaturas, esos residuos pueden reaccionar con la alúmina, creando nuevos compuestos que pueden grabar, corroer o debilitar la pared del tubo con el tiempo.
El papel de los tapones del horno
Los tapones de horno de alúmina deben colocarse en ambos extremos del tubo. Su propósito es crear una zona de temperatura más uniforme y evitar que la zona caliente se extienda a los extremos del tubo. Esto protege las juntas tóricas de sellado del daño por calor, asegurando que el sistema permanezca hermético.
Tomando la decisión correcta para su objetivo
Su estrategia de mantenimiento debe alinearse con sus prioridades operativas.
- Si está tratando con un tubo visiblemente contaminado: Utilice el lavado con ácido clorhídrico como un paso de recuperación único, luego implemente protocolos preventivos más estrictos.
- Si está configurando un horno nuevo: Realice el ciclo de calentamiento de acondicionamiento inicial sin falta y establezca reglas estrictas para las velocidades de calentamiento y la carga de muestras desde el primer día.
- Si su objetivo principal es la máxima vida útil del tubo: Concéntrese completamente en la prevención utilizando ciclos térmicos lentos, pre-secando todas las muestras y asegurándose de que el tubo esté físicamente limpio después de cada ejecución.
En última instancia, tratar su tubo de alúmina con cuidado durante la operación es la forma más efectiva de mantenimiento que puede realizar.
Tabla resumen:
| Paso de limpieza y mantenimiento | Acción clave | Nota importante |
|---|---|---|
| Limpieza rutinaria | Limpiar con un paño, enjuagar con agua desionizada. | Realizar después de que el tubo se enfríe por debajo de 200°C. |
| Limpieza de recuperación | Sumergir en HCl diluido (≥25% en peso) durante 10 minutos. | Enjuagar a fondo con agua después. |
| Control térmico | La velocidad de calentamiento/enfriamiento no debe exceder los 10°C/min. | Una velocidad de 5°C/min es más segura para la longevidad del tubo. |
| Preparación de la muestra | Pre-secar materiales con alto contenido de humedad. | Evita que la presión del vapor agriete el tubo. |
Maximice el rendimiento y la vida útil de su equipo de laboratorio con KINTEK.
El mantenimiento adecuado es clave para proteger su inversión. Ya sea que utilice un horno de tubo de alúmina u otro equipo de laboratorio crítico, contar con las herramientas y los consumibles adecuados garantiza resultados fiables. KINTEK se especializa en equipos y consumibles de laboratorio de alta calidad, satisfaciendo todas sus necesidades de laboratorio.
Deje que nuestros expertos le ayuden a optimizar sus procesos. Contáctenos hoy para discutir sus requisitos específicos y descubrir cómo podemos apoyar el éxito de su laboratorio.
Guía Visual
Productos relacionados
- Tubo de horno de alúmina de alta temperatura (Al2O3) para ingeniería de cerámicas finas avanzadas
- Horno Tubular de Laboratorio de Alta Temperatura de 1700℃ con Tubo de Alúmina
- Horno de Tubo de Laboratorio de Alta Temperatura de 1400℃ con Tubo de Alúmina
- Tubo Protector de Óxido de Aluminio (Al2O3) de Alta Temperatura para Cerámica Fina Avanzada de Ingeniería
- Crisol Cerámico de Alúmina Avanzada Fina de Ingeniería Al2O3 para Horno Mufla de Laboratorio
La gente también pregunta
- ¿Cuál es la función principal de un horno tubular de alta temperatura en la preoxidación? Domina la ingeniería de superficies de aceros
- ¿Qué papel desempeña un tubo de horno de alta alúmina en la reducción de escoria de níquel a alta temperatura? Asegure una Precisión de 1400°C
- ¿Cuál es el material utilizado en hornos de alta temperatura? Seleccionando la cerámica adecuada para calor extremo
- ¿Cómo limpiar un horno tubular de alúmina? Prolongue la vida útil del tubo y garantice la pureza experimental
- ¿Cuál es la función principal de un tubo de alúmina (Al2O3) en el sinterizado de LLZTO? Optimice su procesamiento térmico



















