La tasa de calentamiento recomendada para un tubo de alúmina no es un valor único, sino un programa cuidadosamente gestionado que cambia con la temperatura. Si bien una regla general es de 5°C por minuto, la tasa óptima debe disminuir significativamente a temperaturas más altas para evitar fallas catastróficas por choque térmico. Adherirse a un programa de tasa variable es esencial para proteger la integridad estructural del tubo.
Su objetivo principal no es simplemente calentar el tubo, sino gestionar su gradiente de temperatura interno. La alúmina es fuerte pero quebradiza; el calentamiento o enfriamiento rápido crea una inmensa tensión interna entre la superficie más caliente y el núcleo más frío, que es la causa principal de las fracturas.
Por qué una tasa de calentamiento controlada es crítica
Comprender la ciencia de los materiales detrás de su equipo es el primer paso para usarlo de manera efectiva y segura. La necesidad de una tasa de calentamiento lenta y controlada está directamente relacionada con las propiedades físicas de las cerámicas de alúmina.
Comprender el choque térmico
Los tubos de alúmina exhiben una excelente resistencia a altas temperaturas, pero son susceptibles al choque térmico. Esto ocurre cuando una parte de la cerámica se calienta o enfría mucho más rápido que otra.
Esta diferencia de temperatura crea una tensión mecánica interna. Si esa tensión excede la resistencia inherente del material, se formará una grieta, a menudo causando una fractura completa del tubo.
El papel de las propiedades del material
Las propiedades deseables de la alúmina, como la baja expansión térmica y la alta conductividad térmica, la hacen "resistente al choque térmico" en comparación con otras cerámicas. Sin embargo, esta resistencia tiene sus límites.
Incluso con buena conductividad térmica, el calor tarda en viajar desde la superficie exterior hasta el núcleo interior de la pared del tubo. Las tasas de rampa lentas dan tiempo a la temperatura para igualarse en todo el material, minimizando la tensión interna.
Pretratamiento de tubos nuevos
Para los tubos de alúmina nuevos, una buena práctica crítica es realizar un horneado inicial antes de su primer uso en un proceso.
Calentar un tubo nuevo a 1300°C a una tasa de 5°C/min y mantenerlo allí brevemente ayuda a eliminar la tensión residual y los contaminantes del proceso de fabricación. Esto mejora significativamente su longevidad y fiabilidad.
Un programa de calentamiento práctico
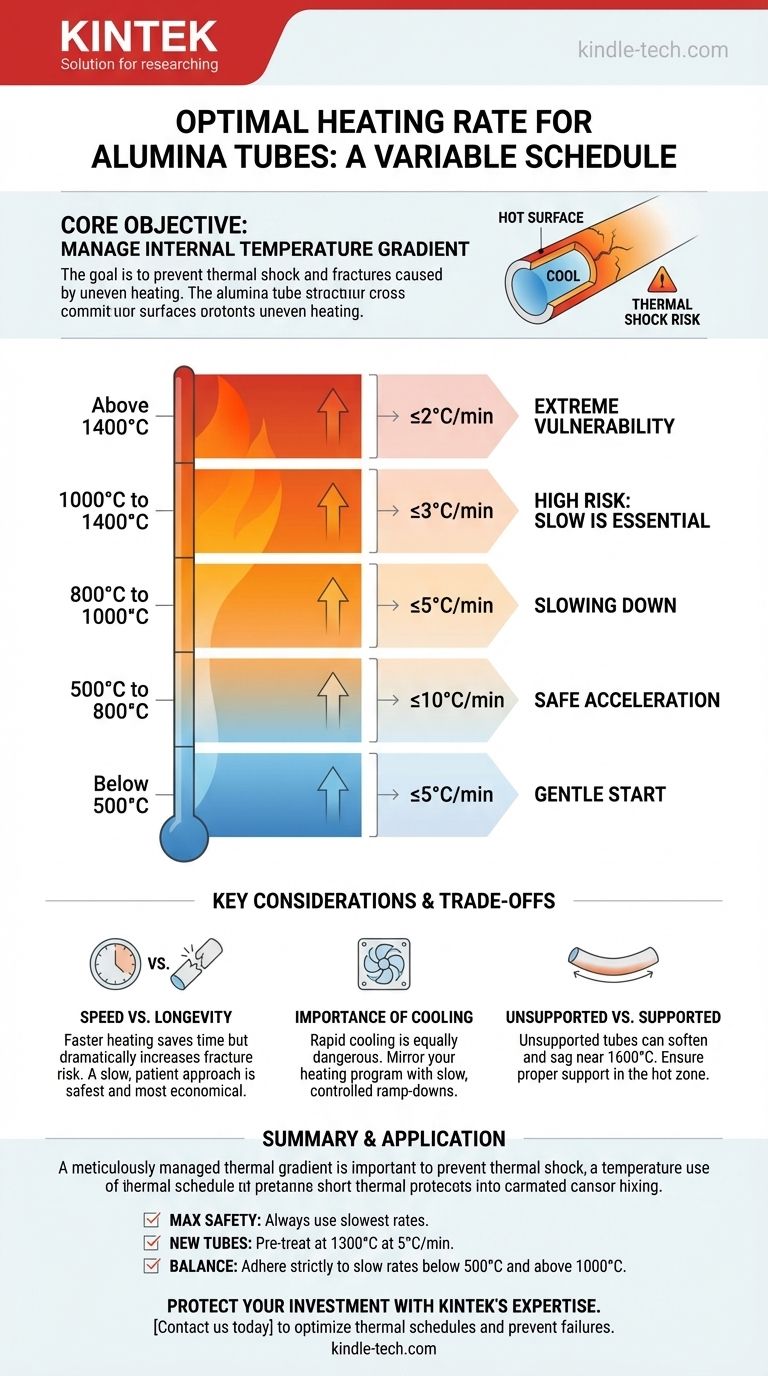
Para una máxima seguridad y vida útil del tubo, debe adoptar una tasa de calentamiento variable. A medida que aumenta la temperatura, la tasa de rampa debe disminuir.
Por debajo de 500°C: ≤5°C/min
Esta fase inicial requiere un comienzo suave para llevar lentamente todo el tubo desde la temperatura ambiente sin introducir tensión.
500°C a 800°C: ≤10°C/min
En este rango de temperatura media, puede acelerar con seguridad la tasa de calentamiento. El material es menos susceptible a los gradientes térmicos en esta ventana.
800°C a 1000°C: ≤5°C/min
A medida que se acercan temperaturas más altas, es crucial reducir la tasa de rampa para preparar el material para condiciones más extremas.
1000°C a 1400°C: ≤3°C/min
Por encima de 1000°C, el riesgo de choque térmico aumenta. Una tasa de rampa lenta de 3°C por minuto o menos es esencial.
Por encima de 1400°C: ≤2°C/min
A estas temperaturas de operación extremas, la alúmina es más vulnerable. Se requiere una tasa muy lenta de 1-2°C por minuto para evitar fracturas al acercarse a la temperatura objetivo.
Comprender las compensaciones y las consideraciones clave
Seguir el programa de calentamiento es el paso más importante, pero otros factores también influyen en el rendimiento y la vida útil de su tubo de alúmina.
Velocidad vs. longevidad del tubo
La compensación es simple: los ciclos de calentamiento más rápidos ahorran tiempo de proceso, pero aumentan drásticamente el riesgo de fractura y reducen la vida útil general del tubo. Un enfoque más lento y paciente es siempre la opción más segura y económica a largo plazo.
La importancia del enfriamiento
Las fracturas son tan probables de ocurrir durante el enfriamiento como durante el calentamiento. El enfriamiento rápido es extremadamente peligroso para el tubo. Su programa de enfriamiento debe reflejar su programa de calentamiento, con descensos lentos y controlados.
Tubos no soportados vs. soportados
Aunque la alúmina de alta pureza tiene una temperatura máxima de uso cercana a los 1800°C, puede comenzar a ablandarse y ceder. Para un tubo horizontal no soportado, esto puede ocurrir a temperaturas tan bajas como 1600°C. Asegúrese de que los tubos largos estén correctamente soportados en la zona caliente del horno.
Aplicando esto a su proceso
Su protocolo específico debe basarse en su objetivo principal, ya sea maximizar la seguridad, la velocidad o preparar equipos nuevos.
- Si su enfoque principal es la máxima vida útil y seguridad del tubo: Utilice siempre la tasa de calentamiento práctica más lenta, nunca excediendo el programa recomendado, y asegúrese de que sus tasas de enfriamiento sean igualmente conservadoras.
- Si está utilizando un tubo nuevo por primera vez: Realice siempre un horneado inicial de alivio de tensión a 1300°C a una tasa de 5°C/min antes de su primer uso operativo.
- Si necesita equilibrar el tiempo de proceso y la seguridad: Puede utilizar la tasa más rápida de 10°C/min en el rango de 500-800°C, pero debe adherirse estrictamente a las tasas más lentas al principio y a todas las temperaturas superiores a 1000°C.
Al gestionar meticulosamente los gradientes térmicos, protege su inversión y garantiza resultados fiables y repetibles de sus procesos de alta temperatura.
Tabla resumen:
| Rango de temperatura (°C) | Tasa de calentamiento recomendada (°C/min) | Justificación |
|---|---|---|
| Por debajo de 500°C | ≤5°C/min | Inicio suave para minimizar la tensión térmica inicial |
| 500°C a 800°C | ≤10°C/min | Aceleración segura en el rango de temperatura media |
| 800°C a 1000°C | ≤5°C/min | Disminución de la velocidad a medida que aumenta la temperatura |
| 1000°C a 1400°C | ≤3°C/min | Alto riesgo de choque térmico; la tasa lenta es esencial |
| Por encima de 1400°C | ≤2°C/min | Vulnerabilidad extrema; se requiere una tasa muy lenta |
Proteja su inversión y garantice procesos fiables de alta temperatura con la experiencia de KINTEK. Los protocolos adecuados de calentamiento y enfriamiento son fundamentales para la longevidad de sus tubos de alúmina y la seguridad de su laboratorio. KINTEK se especializa en equipos y consumibles de laboratorio de alta calidad, incluidos tubos de alúmina diseñados para aplicaciones exigentes. Nuestro equipo puede ayudarle a seleccionar los componentes adecuados y desarrollar programas térmicos óptimos para sus necesidades específicas. Contáctenos hoy para discutir cómo podemos apoyar el éxito de su laboratorio y prevenir costosas fallas de equipos.
Guía Visual
Productos relacionados
- Tubo de horno de alúmina de alta temperatura (Al2O3) para ingeniería de cerámicas finas avanzadas
- Tubo Protector de Óxido de Aluminio (Al2O3) de Alta Temperatura para Cerámica Fina Avanzada de Ingeniería
- Horno Tubular de Laboratorio de Alta Temperatura de 1700℃ con Tubo de Alúmina
- Horno de Tubo de Laboratorio de Alta Temperatura de 1400℃ con Tubo de Alúmina
- Placa de alúmina Al2O3 resistente al desgaste a alta temperatura para cerámica fina avanzada de ingeniería
La gente también pregunta
- ¿Cómo garantiza un horno cerámico tubular de alta temperatura una captura de carbono de sal fundida estable? Lograr ciclos térmicos precisos
- ¿Cómo limpiar un horno tubular de alúmina? Prolongue la vida útil del tubo y garantice la pureza experimental
- ¿Cómo simula un horno de tubo de alúmina con atmósfera controlada las condiciones en entornos CSP? Domina la precisión.
- ¿Cuáles son las funciones principales de un horno de tubo de alta temperatura en la preparación de GeO2-rGO? Domine la síntesis de materiales
- ¿Cómo se limpia un horno de tubo de alúmina? Prolongue la vida útil del tubo con un mantenimiento adecuado



















