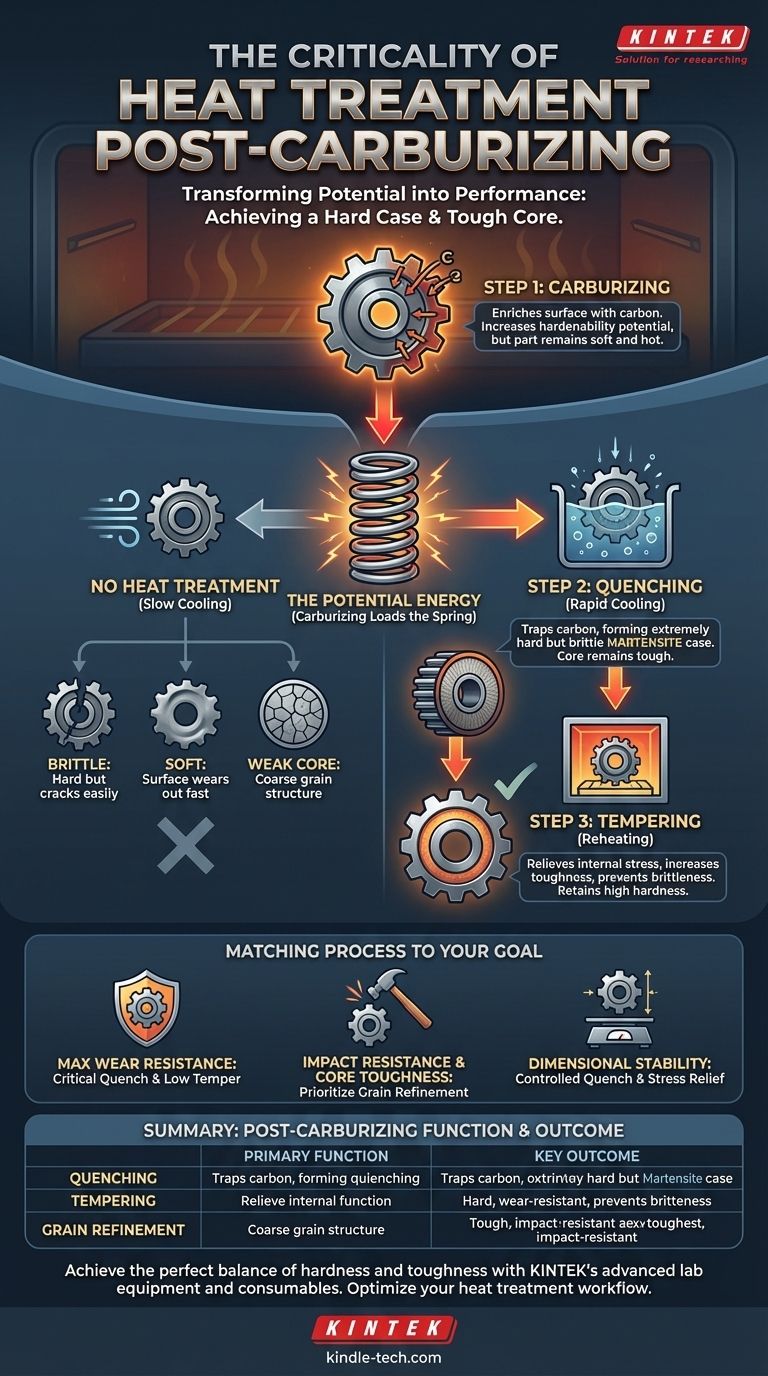
El tratamiento térmico posterior a la cementación no es opcional; es el paso esencial que logra las propiedades deseadas del material. La cementación en sí solo enriquece la superficie del acero con carbono, lo que aumenta su endurecibilidad, su potencial para volverse duro. Los ciclos posteriores de temple y revenido son los que realmente transforman ese potencial en una capa superficial dura y resistente al desgaste, al tiempo que aseguran que el núcleo del componente permanezca tenaz y dúctil.
Piense en la cementación como cargar un resorte. El proceso añade energía potencial (carbono) a la superficie del acero, pero es la posterior atemperación y el revenido (la liberación y el control) lo que transforma ese potencial en el resultado deseado: una capa dura y un núcleo tenaz.

El objetivo: Una capa dura con un núcleo tenaz
El propósito de todo el endurecimiento superficial es crear un componente con dos zonas distintas y optimizadas. Se necesita un exterior extremadamente duro y resistente al desgaste (la capa) para soportar la fricción y la abrasión, respaldado por un interior más blando y dúctil (el núcleo) para absorber los impactos y resistir la fractura.
Lo que realmente logra la cementación
La cementación es un proceso de difusión. Al calentar acero bajo en carbono en una atmósfera rica en carbono, los átomos de carbono se infiltran en la superficie, creando una "capa" de acero alto en carbono sobre el núcleo original bajo en carbono.
Este paso no hace que la pieza sea significativamente más dura por sí solo. Al final del ciclo de cementación, el componente todavía está caliente y relativamente blando.
El problema de detenerse después de la cementación
Si simplemente dejara que el componente se enfriara lentamente al aire después de la cementación, la capa de alto contenido de carbono formaría una microestructura blanda (como la perlita). La pieza tendría una superficie con alto contenido de carbono, pero carecería de la dureza necesaria para prácticamente cualquier aplicación de ingeniería.
Además, las altas temperaturas y la larga duración del proceso de cementación hacen que los granos cristalinos del acero crezcan, lo que reduce la tenacidad y la resistencia generales del material.
El papel crítico del tratamiento térmico posterior a la cementación
El tratamiento térmico posterior es un proceso de dos partes cuidadosamente controlado diseñado para resolver estos problemas y desbloquear las propiedades creadas durante la cementación.
Paso 1: Temple para la dureza
Después de la cementación (y a menudo después de un breve ajuste de temperatura para refinar la estructura del grano), el componente se enfría rápidamente, o se somete a temple, generalmente en aceite, agua o polímero.
Este enfriamiento rápido atrapa los átomos de carbono dentro de la red cristalina de hierro de la capa rica en carbono, forzando la formación de una microestructura llamada martensita. La martensita es extremadamente dura y quebradiza, lo que proporciona la resistencia al desgaste necesaria.
Simultáneamente, el núcleo bajo en carbono, que tiene mucha menor endurecibilidad, no se transforma en martensita quebradiza. Forma una microestructura mucho más blanda y tenaz, conservando su capacidad para absorber impactos.
Paso 2: Revenido para la tenacidad
El temple deja la capa martensítica en un estado de alta tensión interna, haciéndola demasiado quebradiza para la mayoría de las aplicaciones. Un impacto menor podría hacer que se astille.
El revenido es el paso final y crucial. La pieza se recalienta a una temperatura relativamente baja (por ejemplo, 150-200 °C o 300-400 °F) y se mantiene durante un período de tiempo.
Este proceso alivia las tensiones internas del temple y reorganiza ligeramente la microestructura, aumentando drásticamente la tenacidad y la resistencia a la fractura de la capa con solo una ligera reducción en su dureza máxima.
Comprensión de las compensaciones y las dificultades
Omitir o ejecutar incorrectamente estos pasos anula todo el propósito del proceso de cementación y conduce a la falla del componente.
La pieza quebradiza
Un componente que se templa pero no se revena tendrá una superficie dura pero peligrosamente quebradiza. Es probable que falle prematuramente por agrietamiento o astillamiento bajo cargas operativas.
La pieza blanda
Un componente al que no se le aplica temple después de la cementación nunca formará martensita. Su superficie permanecerá blanda y se desgastará casi de inmediato en su aplicación prevista.
El núcleo débil
Los ciclos de tratamiento térmico incorrectos pueden no lograr refinar la estructura de grano grueso que se forma durante la cementación. Esto deja el núcleo débil y susceptible a la fractura, incluso si la superficie es dura.
Adaptación del proceso a su objetivo
El tratamiento térmico posterior a la cementación se controla con precisión para lograr requisitos de ingeniería específicos para la pieza final.
- Si su enfoque principal es la máxima resistencia al desgaste de la superficie: El temple es fundamental para asegurar una capa completamente martensítica, seguido de un revenido a baja temperatura para aliviar el estrés sin sacrificar significativamente la dureza.
- Si su enfoque principal es la resistencia al impacto y la tenacidad del núcleo: El ciclo de refinamiento de grano antes del temple final es primordial, asegurando que el núcleo bajo en carbono tenga una microestructura fina y tenaz para absorber los impactos.
- Si su enfoque principal es la estabilidad dimensional: El temple controlado y la correcta liberación de tensiones durante el revenido son esenciales para minimizar la distorsión y prevenir el agrietamiento en geometrías complejas.
En última instancia, el tratamiento térmico posterior a la cementación es el proceso ineludible que convierte el potencial químico de la superficie rica en carbono en el rendimiento mecánico superior del componente final.
Tabla de resumen:
| Paso posterior a la cementación | Función principal | Resultado clave |
|---|---|---|
| Temple | Enfría rápidamente el acero para formar martensita en la capa rica en carbono. | Crea una superficie extremadamente dura y resistente al desgaste. |
| Revenido | Recalienta el acero a baja temperatura para aliviar las tensiones internas. | Aumenta la tenacidad y la resistencia a la fractura, reduciendo la fragilidad. |
| Refinamiento de grano | (Opcional) Ajusta la temperatura antes del temple para refinar los granos gruesos. | Mejora la resistencia del núcleo y la tenacidad general del material. |
Logre el equilibrio perfecto entre dureza y tenacidad para sus componentes. El control preciso del tratamiento térmico posterior a la cementación es fundamental para el rendimiento y la longevidad de su componente. KINTEK se especializa en proporcionar el equipo de laboratorio avanzado y los consumibles necesarios para procesos de tratamiento térmico fiables y repetibles. Permita que nuestros expertos le ayuden a optimizar su flujo de trabajo: contáctenos hoy para discutir sus necesidades específicas de laboratorio.
Guía Visual
Productos relacionados
- Horno de Tratamiento Térmico al Vacío con Revestimiento de Fibra Cerámica
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
La gente también pregunta
- ¿Qué es el proceso de tratamiento térmico al vacío? Logre un control, limpieza y calidad superiores
- ¿Cuál es la temperatura del tratamiento térmico al vacío? Logre propiedades de material superiores y acabados impecables
- ¿Cómo funciona el tratamiento térmico al vacío? Logre propiedades de material superiores en un entorno prístino
- ¿Cuáles son los tres métodos principales de enfriamiento para un horno de tratamiento térmico al vacío? Optimizar la dureza y el acabado de la superficie
- ¿Cuáles son los fallos relacionados con las operaciones de tratamiento térmico? Prevenir la distorsión, el agrietamiento y las manchas blandas

