
El Defecto en la Perfección
Imagine a un ingeniero sacando un componente recién tratado de un horno de vacío. Fue calentado bajo el vacío más puro posible, protegido de todos los contaminantes atmosféricos. Sin embargo, algo anda mal. Su química superficial no es la correcta, sus propiedades mecánicas se han visto comprometidas.
El culpable no fue una falla del sistema, sino un éxito. El vacío era demasiado perfecto.
Esto revela un punto ciego psicológico común en la ingeniería: la suposición de que más siempre es mejor. Pensamos que un vacío más duro, un estado de nada más profundo, debe producir un resultado más limpio y superior. Pero en el mundo de la ciencia de materiales a alta temperatura, el vacío absoluto puede ser tu enemigo.
La Física de la Ausencia
Un vacío profundo es un entorno extremo. Si bien es excelente para prevenir la oxidación, su propia naturaleza crea dos problemas sutiles pero críticos que pueden socavar la integridad de tu trabajo.
La Trampa de la Presión de Vapor
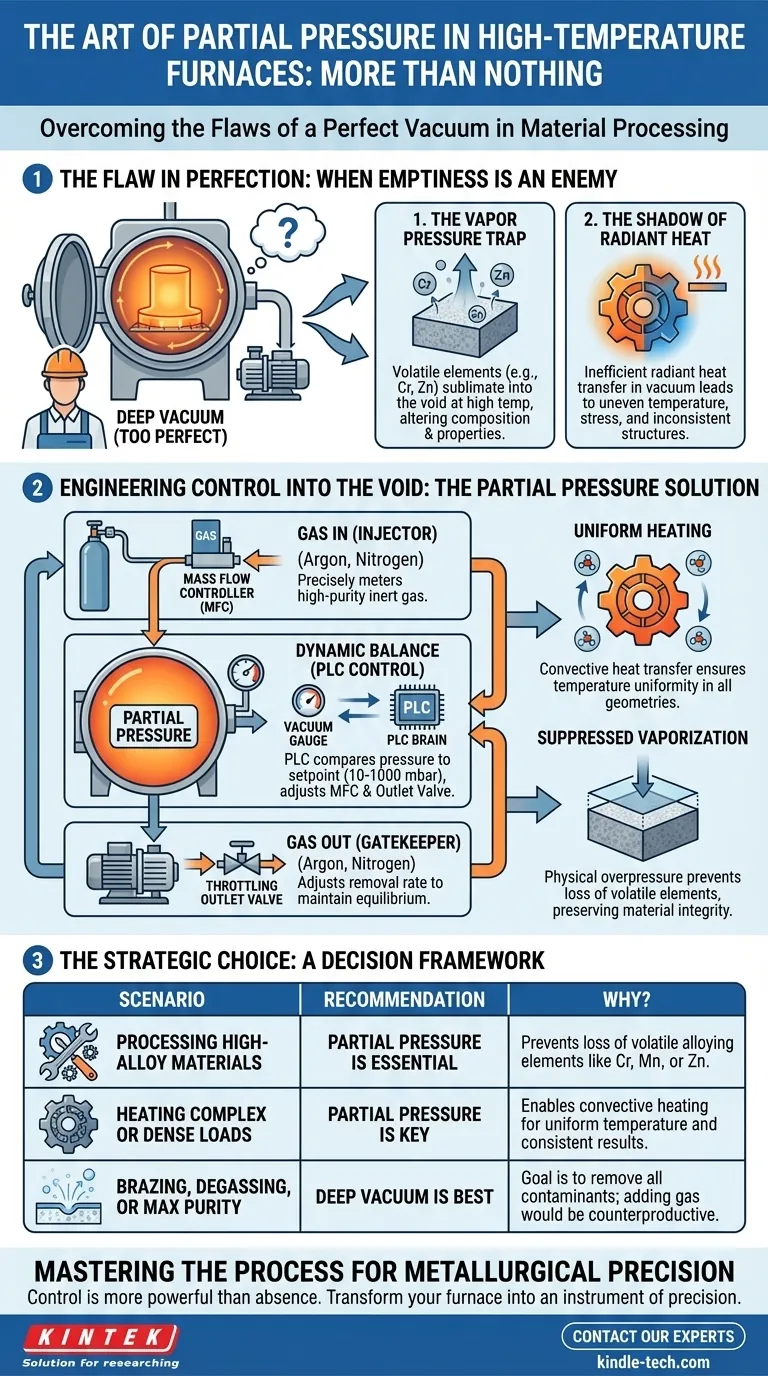
A altas temperaturas, un vacío no es solo espacio vacío; es una invitación. Para ciertos elementos de aleación con altas presiones de vapor, como el cromo en el acero para herramientas o el zinc en el latón, la falta de presión atmosférica en la superficie del material les permite "hervir", sublimándose directamente en el vacío.
Este no es un efecto menor. Altera fundamentalmente la composición del material, despojándolo de elementos críticos y comprometiendo sus propiedades finales. El mismo proceso diseñado para proteger el material termina dañándolo.
La Sombra del Calor Radiante
En un vacío, el modo principal de transferencia de calor es la radiación. El calor viaja en línea recta desde los elementos calefactores hasta la pieza de trabajo. Esto es increíblemente ineficiente para piezas con geometrías complejas.
Las áreas directamente expuestas a los elementos se calientan, mientras que las grietas, los agujeros y las secciones sombreadas permanecen más frías. Esta distribución desigual de la temperatura conduce a estructuras metalúrgicas inconsistentes, tensiones internas y resultados impredecibles. El vacío, un excelente aislante eléctrico, es también un potente aislante térmico.
Ingeniería de Control en el Vacío
La solución a estos problemas es una paradoja magistral: para mejorar el proceso de vacío, debes agregarle gas intencionalmente.
Esta técnica, conocida como control de presión parcial, transforma el horno de un simple vacío en una atmósfera de baja densidad, gestionada con precisión. No se trata de abandonar el vacío; se trata de refinarlo.
Un Equilibrio Delicado: Gas Entra, Gas Sale
Lograr una presión parcial estable es una danza dinámica de circuito cerrado gestionada por un controlador lógico programable (PLC).
- El Inyector: Un Controlador de Flujo Masivo (MFC) mide con precisión un flujo de gas inerte de alta pureza, como argón o nitrógeno, en la cámara.
- El Guardián: Mientras el gas fluye, las bombas de vacío continúan funcionando. Una válvula de estrangulamiento o de salida entre la cámara y las bombas ajusta la rapidez con la que se elimina el gas.
- El Cerebro: Un medidor de vacío sensible mide constantemente la presión de la cámara. El PLC lee estos datos, los compara con el punto de ajuste deseado (típicamente de 10 a 1000 mbar) y ajusta continuamente tanto el MFC como la válvula de salida para mantener el equilibrio perfecto.
Este sistema crea una "sobrepresión" física en la superficie del material, suprimiendo la vaporización. También proporciona un medio para la calefacción por convección, permitiendo que las moléculas de gas transporten energía térmica a cada rincón y grieta de la pieza de trabajo, asegurando una verdadera uniformidad de temperatura.
El Elemento Humano: Dominando el Proceso
El control de presión parcial eleva el horno de un entorno pasivo a una herramienta de procesamiento activo. Este cambio, sin embargo, exige un mayor nivel de perspicacia y disciplina.
El Imperativo de la Pureza
Cuando introduces un gas, su pureza es primordial. El gas es tu nueva atmósfera. Cualquier impureza residual como oxígeno o humedad se inyecta directamente en la zona caliente, frustrando el propósito del vacío en primer lugar. La carga de calidad se traslada del sistema de bombeo a la cadena de suministro de gas.
De Operador a Arquitecto de Procesos
Esta no es una operación de "configurar y olvidar". Requiere una comprensión más profunda de la ciencia de materiales. El ingeniero debe diseñar el proceso, eligiendo el gas, la presión y el perfil de temperatura correctos para la aleación y geometría específicas. La mentalidad cambia de simplemente eliminar la atmósfera a construirla intencionalmente.
La Elección Estratégica: ¿Cuándo el Vacío No Es Suficiente?
Decidir si usar presión parcial es una elección estratégica basada en tus objetivos de proceso. La siguiente tabla ofrece un marco de decisión claro.
| Escenario | Recomendación | ¿Por qué? |
|---|---|---|
| Procesamiento de Materiales de Alta Aleación | La Presión Parcial es Esencial | Previene la pérdida de elementos de aleación volátiles como cromo, manganeso o zinc. |
| Calentamiento de Cargas Complejas o Densas | La Presión Parcial es Clave | Permite la calefacción por convección, asegurando una distribución uniforme de la temperatura y resultados consistentes. |
| Soldadura Fuerte, Desgasificación o Máxima Pureza | El Vacío Profundo es Mejor | El objetivo es eliminar todos los contaminantes; agregar un gas sería contraproducente. |
En última instancia, dominar la presión parcial se trata de reconocer que el control es más poderoso que la ausencia. Transforma un horno de vacío de una cámara de calentamiento de fuerza bruta en un instrumento de precisión metalúrgica. Para los laboratorios que buscan dominar estos procesos térmicos avanzados, contar con equipos con control de presión parcial preciso y confiable, como los sistemas que ofrece KINTEK, es fundamental.
Si está listo para ir más allá de un simple vacío y lograr un mayor nivel de integridad del material y consistencia del proceso, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Horno Tubular
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Tratamiento Térmico al Vacío con Revestimiento de Fibra Cerámica
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
- Horno de tratamiento térmico al vacío y horno de fusión por inducción de levitación
Artículos relacionados
- La Arquitectura del Silencio: Por Qué la Calefacción Indirecta Define la Pureza del Material
- La Paradoja de la Pureza: Eligiendo el Corazón de su Horno de Prensa en Caliente al Vacío
- El Dilema Hidráulico: Presión Uniaxial vs. Biaxial en la Fabricación Avanzada de Materiales
- Por qué su tratamiento térmico falla: Más allá de la temperatura máxima de su horno de vacío
- Dominando el Vacío: Por Qué un Horno de Vacío es Más Que Solo Calor



















