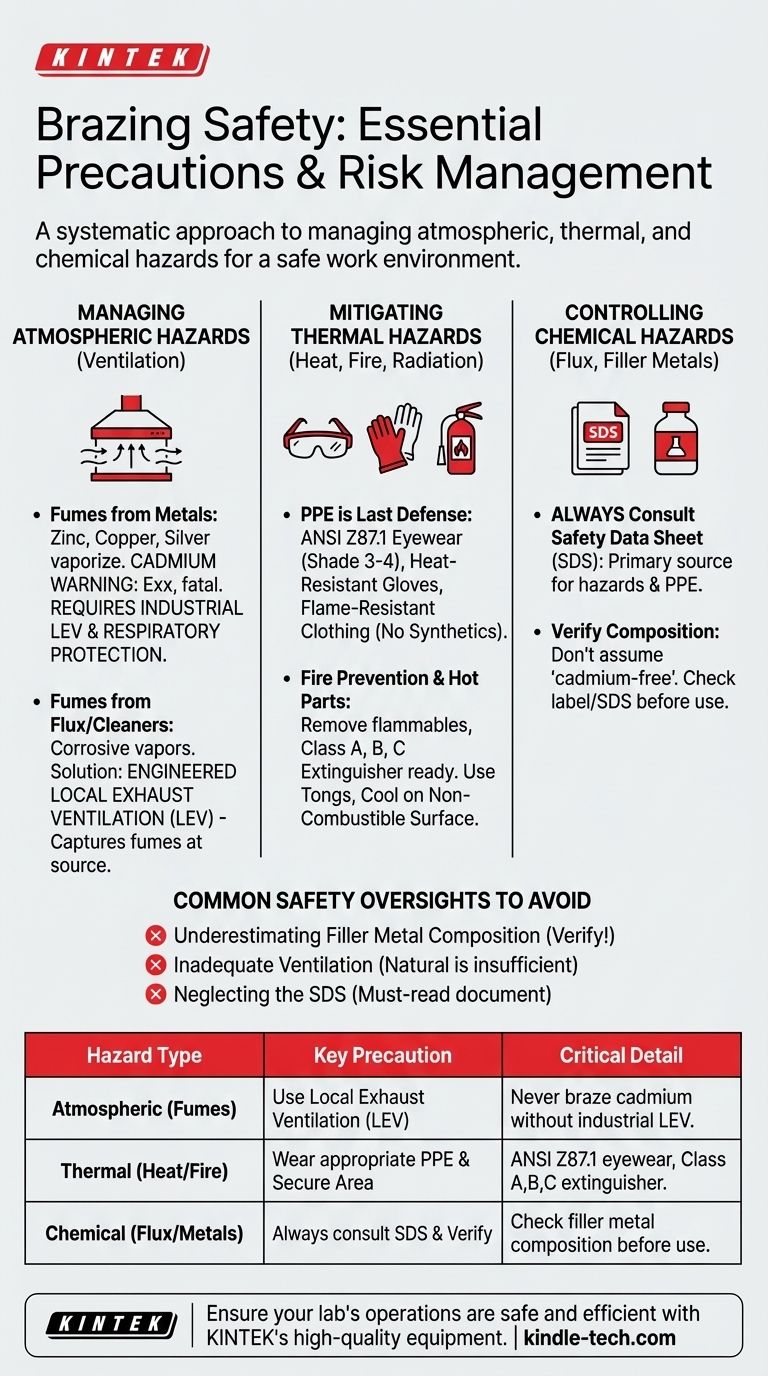
Al realizar cualquier operación de soldadura con soplete, sus precauciones principales deben abordar los peligros atmosféricos, térmicos y químicos. Esto implica asegurar una ventilación robusta para eliminar los humos nocivos, utilizar el Equipo de Protección Personal (EPP) adecuado para protegerse contra el calor extremo y la radiación, e implementar estrictas medidas de prevención de incendios. El manejo seguro de fundentes, limpiadores y metales de aporte, guiado por sus Hojas de Datos de Seguridad (SDS), es igualmente crítico para prevenir la exposición química y garantizar un entorno de trabajo seguro.
La seguridad en la soldadura con soplete trasciende una simple lista de verificación; es un enfoque sistemático para gestionar el riesgo. El desafío principal no es solo la llama visible, sino los peligros invisibles —humos tóxicos, agentes químicos y calor latente— que requieren una estrategia consciente para la ventilación, la protección personal y el control del espacio de trabajo.
Gestión de peligros atmosféricos: la importancia de la ventilación
Controlar el aire que respira es la precaución más crítica en la soldadura con soplete. Las altas temperaturas involucradas pueden vaporizar materiales, creando humos que van desde irritantes hasta altamente tóxicos.
Humos de metales de aporte y metales base
Muchos metales de aporte para soldadura con soplete contienen elementos como zinc, cobre o plata. Cuando se sobrecalientan, estos pueden producir humos metálicos que pueden causar fiebre por humos metálicos, una enfermedad temporal pero debilitante similar a la gripe.
El mayor riesgo proviene de los metales de aporte que contienen cadmio. Los humos de cadmio son extremadamente tóxicos, tienen propiedades de advertencia deficientes (no son irritantes) y pueden causar daño pulmonar grave o la muerte, incluso por una sobreexposición a corto plazo. Nunca suelde con soplete con aleaciones que contengan cadmio a menos que tenga ventilación de extracción local de grado industrial y protección respiratoria.
Humos de fundente y limpiadores
Los fundentes para soldadura con soplete y los agentes de limpieza químicos también pueden liberar humos peligrosos cuando se calientan. Estos vapores pueden ser corrosivos e irritar los ojos, la nariz, la garganta y el sistema respiratorio.
La solución: ventilación diseñada
La ventilación natural, como una ventana abierta, es insuficiente para la mayoría de las tareas de soldadura con soplete. La Ventilación por Extracción Local (LEV), que utiliza una campana para capturar los humos en la fuente y ventilarlos al exterior, es el estándar para una operación segura.
Mitigación de peligros térmicos: calor, fuego y radiación
La soldadura con soplete genera calor intenso y localizado que presenta importantes riesgos de incendio y quemaduras.
Protección del personal con EPP
Su Equipo de Protección Personal (EPP) es su última línea de defensa.
- Protección ocular: Use gafas de seguridad con una clasificación de sombra mínima de 3 o 4 para protegerse contra la radiación infrarroja. Siempre use gafas que cumplan con el estándar ANSI Z87.1.
- Protección de manos: Los guantes secos, aislantes y resistentes al calor son obligatorios para manipular piezas y equipos.
- Protección corporal: Use ropa resistente a las llamas, como cuero o algodón tratado, para protegerse contra chispas y calor. Evite los tejidos sintéticos como el poliéster, que pueden derretirse y causar quemaduras graves.
Asegurar el área de trabajo
Antes de encender un soplete, prepare su entorno. Retire todos los materiales inflamables —incluidos papel, trapos, madera y líquidos inflamables— de las cercanías. Un extintor de incendios clasificado para incendios de Clase A, B y C debe estar al alcance de la mano.
Manejo seguro de piezas calientes
La pieza de trabajo permanecerá peligrosamente caliente mucho después de que se retire la llama. Siempre use pinzas o alicates para manipular componentes recién soldados con soplete y colóquelos sobre un ladrillo refractario u otra superficie no combustible para que se enfríen.
Errores comunes de seguridad y cómo evitarlos
Incluso los operadores experimentados pueden cometer errores. Ser consciente de los errores comunes es clave para mantener un entorno seguro.
Subestimar la composición del metal de aporte
El error más peligroso es no identificar la composición de su metal de aporte. Asumir que una aleación está "libre de cadmio" no es suficiente; debe verificarlo consultando la etiqueta del producto o la Hoja de Datos de Seguridad (SDS). Si no está seguro, asuma que contiene materiales peligrosos y use la máxima protección.
Ventilación inadecuada
Un error frecuente es creer que una habitación grande o una puerta de garaje abierta proporcionan suficiente ventilación. Los humos metálicos suelen ser más pesados que el aire y pueden acumularse en su zona de respiración. Solo un sistema LEV dedicado puede capturar y eliminar de forma fiable estos peligros en su origen.
Descuidar la Hoja de Datos de Seguridad (SDS)
Cada producto químico, incluido el fundente y el metal de aporte, se suministra con una SDS. Este documento no es una lectura opcional; es su fuente principal de información sobre peligros específicos, EPP requerido y procedimientos de emergencia. Siempre léalo antes de usar un material nuevo.
Tomar la decisión correcta para su objetivo
Su enfoque de la seguridad debe ser deliberado y sistemático. Utilice este marco para prepararse para su próxima operación de soldadura con soplete.
- Si su enfoque principal es la salud personal: Priorice la ventilación por encima de todo, y siempre lea la SDS para comprender los peligros específicos de los humos de sus materiales.
- Si su enfoque principal es la prevención de quemaduras e incendios: Realice una revisión exhaustiva de su área de trabajo en busca de combustibles y asegúrese de que su EPP, especialmente la protección ocular y de manos, esté en buenas condiciones.
- Si su enfoque principal es crear un proceso de seguridad repetible: Desarrolle una lista de verificación previa a la soldadura con soplete que incluya verificar su ventilación, confirmar que tiene el extintor de incendios correcto y revisar la SDS de todos los consumibles.
Un enfoque proactivo e informado de la seguridad es la marca de un verdadero profesional y garantiza un resultado exitoso.

Tabla resumen:
| Tipo de peligro | Precaución clave | Detalle crítico |
|---|---|---|
| Atmosférico (humos) | Usar Ventilación por Extracción Local (LEV) | Nunca suelde con soplete aleaciones de cadmio sin LEV de grado industrial y protección respiratoria. |
| Térmico (calor/fuego) | Usar EPP apropiado (gafas ANSI Z87.1, guantes resistentes al calor) | Retire todos los materiales inflamables y tenga un extintor de incendios Clase A, B, C listo. |
| Químico (fundente/metales de aporte) | Siempre consulte la Hoja de Datos de Seguridad (SDS) | Verifique la composición del metal de aporte (p. ej., contenido de cadmio) antes de usar para evitar la exposición tóxica. |
Asegure que las operaciones de soldadura con soplete de su laboratorio sean seguras y eficientes. KINTEK se especializa en proporcionar equipos y consumibles de laboratorio de alta calidad para todas sus necesidades de laboratorio. Nuestros expertos pueden ayudarle a seleccionar el equipo de seguridad y los materiales adecuados para sus aplicaciones específicas de soldadura con soplete. ¡Contáctenos hoy para discutir cómo podemos apoyar la seguridad y productividad de su laboratorio!
Guía Visual