Descripción general del prensado isostático en caliente
Definición y finalidad del prensado isostático en caliente (HIP)
El prensado isostático en caliente (HIP) es un proceso de fabricación que implica la aplicación simultánea de alta temperatura y presión a metales y otros materiales. El propósito de HIP es reducir la porosidad de los metales y aumentar la densidad de los materiales cerámicos. Este proceso mejora las propiedades mecánicas y la trabajabilidad de los materiales.
Papel del HIP en la reducción de la porosidad de los metales y el aumento de la densidad de los materiales cerámicos.
En pulvimetalurgia, HIP permite la compresión de polvo metálico a altas temperaturas y presiones. Mediante una combinación de deformación, fluencia y difusión, HIP crea un producto con una microestructura recocida homogénea y mínimas impurezas. Esto da como resultado un sólido compacto con porosidad reducida y mayor densidad.
HIP es una parte clave del procesamiento, desde el diseño de la aleación hasta la fabricación de componentes, y es particularmente esencial para los componentes aeroespaciales. La unidad HIP tiene una zona caliente de 150 mm de diámetro x 300 mm de largo, lo que la hace adecuada para ampliar muestras.
El prensado isostático en caliente (HIP) es la aplicación simultánea de alta temperatura y presión a metales y otros materiales durante un período de tiempo específico. En la unidad HIP, un horno de alta temperatura está encerrado en un recipiente a presión. La temperatura, la presión y el tiempo del proceso se controlan con precisión para lograr propiedades óptimas del material.
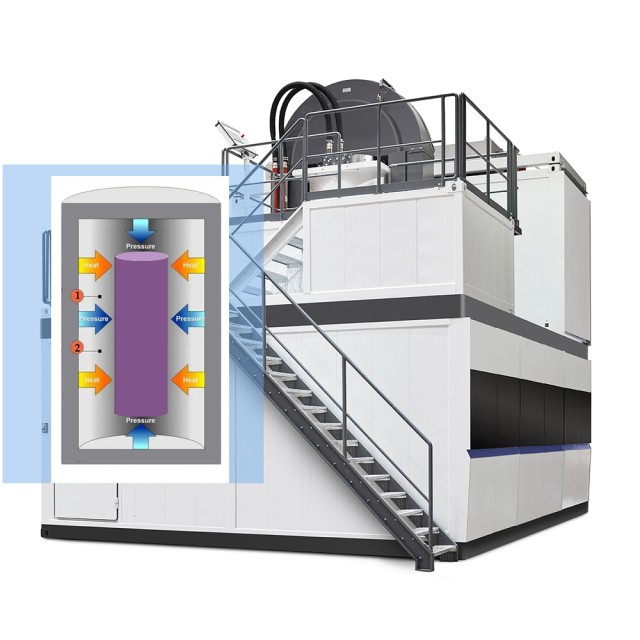
En el proceso HIP, las piezas se calientan en un gas inerte, normalmente argón, que aplica una presión "isostática" uniformemente en todas las direcciones. Esta presión hace que el material se vuelva "plástico", permitiendo que los huecos colapsen bajo la presión diferencial. Las superficies de los huecos se unen por difusión, eliminando eficazmente los defectos y logrando una densidad cercana a la teórica. Este proceso también mejora las propiedades mecánicas de las piezas, como las piezas de fundición a la cera perdida.


El prensado isostático en caliente (HIP) es un proceso de fabricación que utiliza temperatura elevada y presión de gas isostático para eliminar la porosidad y aumentar la densidad en metales, cerámicas, polímeros y materiales compuestos. Esto mejora las propiedades mecánicas del material y su potencial trabajabilidad. Las aplicaciones principales de HIP incluyen la eliminación de la microcontracción en piezas fundidas, consolidación de polvos, unión por difusión y fabricación de compuestos de matriz metálica.
Además, HIP se utiliza como parte de un proceso de sinterización en pulvimetalurgia, para soldadura fuerte asistida por presión y para la fabricación de compuestos de matriz metálica.
En general, el prensado isostático en caliente (HIP) es una técnica de fabricación versátil y eficaz para reducir la porosidad de los metales y aumentar la densidad de los materiales cerámicos. Desempeña un papel crucial en la mejora de las propiedades mecánicas y la trabajabilidad de diversos materiales, lo que lo hace esencial para industrias como la aeroespacial y la pulvimetalurgia.
Aplicaciones del prensado isostático en caliente
Uso de HIP en pulvimetalurgia
En pulvimetalurgia, el prensado isostático en caliente (HIP) se utiliza para comprimir un volumen de polvo metálico a altas temperaturas y presiones. Este proceso combina deformación, fluencia y difusión para crear un producto con una microestructura recocida homogénea y mínimas impurezas en los materiales. HIP es esencial para el procesamiento y la fabricación de componentes aeroespaciales.
Proceso de creación de un producto con microestructura recocida homogénea utilizando HIP.
El prensado isostático en caliente es un proceso de fabricación que utiliza temperatura elevada y presión de gas isostático para eliminar la porosidad y aumentar la densidad en metales, cerámicas, polímeros y materiales compuestos. Este proceso mejora las propiedades mecánicas y la trabajabilidad de los materiales. HIP puede eliminar la microcontracción en piezas fundidas, consolidar polvos, facilitar la unión por difusión y fabricar compuestos de matriz metálica.

Importancia de HIP en el procesamiento directo y la fabricación de componentes aeroespaciales
El prensado isostático en caliente desempeña un papel crucial en el procesamiento, desde el diseño de la aleación hasta la fabricación de componentes. Es un proceso esencial para la fabricación de componentes aeroespaciales. La unidad HIP tiene una zona caliente de 150 mm de diámetro x 300 mm de largo, lo que la hace ideal para ampliar muestras. La tecnología HIP también se utiliza en diversas industrias, como la cerámica, los materiales porosos, la unión de materiales y la fabricación de grafito de alta gama.
El prensado isostático en caliente se ha convertido en un proceso productivo habitual desde hace 50 años. El futuro de esta tecnología parece prometedor ya que existe una demanda creciente de propiedades mejoradas de los materiales, el uso de materiales en polvo y el deseo de producir piezas con forma neta o casi neta.
El prensado isostático en caliente (HIP) se ha utilizado durante décadas para consolidar polvos metálicos, eliminar la porosidad en piezas sinterizadas, producir piezas revestidas de metal y mejorar la calidad de los componentes críticos producidos mediante la fabricación aditiva a base de polvo. HIP es un proceso esencial para mejorar la calidad y el rendimiento de los componentes en la industria aeroespacial y otros sectores.
Descripción del prensado isostático en caliente
Explicación del proceso HIP
El prensado isostático en caliente (HIP) es un proceso de fabricación que utiliza alta temperatura y presión de gas isostático para eliminar la porosidad y aumentar la densidad de metales, cerámicas, polímeros y materiales compuestos. Este proceso mejora las propiedades mecánicas y la trabajabilidad de los materiales. HIP implica la aplicación simultánea de calor y alta presión a los materiales, lo que provoca que cambien sus propiedades físicas.
Detalles sobre la zona caliente en el HIP
La unidad HIP consta de un horno de alta temperatura encerrado en un recipiente a presión. La zona caliente del HIP tiene un diámetro de 150 mm y una longitud de 300 mm, lo que la hace adecuada para ampliar muestras. En la zona caliente, los materiales se calientan en un gas inerte, normalmente argón, que aplica presión isostática uniformemente en todas las direcciones. Esta presión hace que el material se vuelva plástico, permitiendo que los huecos colapsen bajo la presión diferencial. Las superficies de los huecos se unen por difusión, eliminando eficazmente los defectos y logrando una densidad cercana a la teórica. El proceso HIP es esencial para el procesamiento en industrias como la aeroespacial, donde se utiliza para fabricar componentes.

Especificaciones del equipo de prensado isostático en caliente
Presión laboral
El equipo de prensado isostático en caliente opera a una presión de trabajo de 45.000 PSI (310 MPa). Esta alta presión es necesaria para someter los productos metálicos o cerámicos a una presión igual en todas las direcciones, lo que permite una sinterización y densificación efectivas.
Sistema de control
El equipo está equipado con un sistema de control totalmente automático, que proporciona una interfaz de operador fácil de usar. El sistema de control permite un control preciso sobre el aumento de temperatura, la presión y la duración del proceso.
Tipo de termopar
El equipo de prensado isostático en caliente utiliza cuatro termopares tipo C (tungsteno/renio) para medir la temperatura. Estos termopares están conectados fuera del recipiente a presión para controlar con precisión la temperatura durante el proceso.
Longitud interior del barco
La longitud interior del recipiente a presión es de 24 pulgadas (610 mm). Esto proporciona un amplio espacio para acomodar la pieza de trabajo (herramientas y componentes) que se someterá al proceso de prensado isostático en caliente.
Horno de grafito y su límite de uso
El equipo incluye un horno de grafito que se puede utilizar a temperaturas de hasta 2000°C. El horno de grafito proporciona el calor necesario para el proceso de prensado isostático en caliente.
Velocidad de calentamiento
La velocidad del horno estándar del equipo permite una velocidad de calentamiento de hasta 25°C por minuto. Esto garantiza un calentamiento eficiente y controlado de la pieza de trabajo durante el proceso.
Velocidad de enfriamiento
El equipo de prensado isostático en caliente es capaz de alcanzar una velocidad de enfriamiento de hasta 40°C por minuto. Este enfriamiento rápido permite un enfriamiento y solidificación efectivos del material.
Tamaño máximo de muestra
El equipo puede acomodar un tamaño máximo de muestra de 60 mm de diámetro y 300 mm de altura. Esta limitación de tamaño garantiza que se pueda procesar una amplia gama de piezas y componentes utilizando la técnica de prensado isostático en caliente.
El prensado isostático en caliente (HIP) es una tecnología muy prometedora que la Asociación Norteamericana de Tratamiento Térmico ha clasificado entre las tres principales tecnologías y procesos. Encuentra aplicaciones en diversas industrias, incluidas la automotriz, aeroespacial, militar, de equipos pesados, maquinaria industrial, marina, de petróleo y gas, y médica.
El equipo de prensado isostático en caliente consta de un recipiente de alta presión, un horno de calentamiento, un compresor, una bomba de vacío, un tanque de almacenamiento, un sistema de enfriamiento y un sistema de control por computadora. El recipiente de alta presión es el componente clave del equipo, responsable de someter las piezas a igual presión en todas las direcciones.

El proceso de prensado isostático en caliente implica cargar los componentes en la cámara de la máquina. La cámara se puede cargar desde arriba o desde abajo, dependiendo de la máquina. Una vez cargado, el proceso es controlado por computadoras, que programan el equipo para lograr los resultados deseados. El usuario puede ajustar el aumento de temperatura, la presión y la duración del proceso.
Los equipos de prensado isostático en caliente vienen en varios tamaños, desde máquinas compactas para piezas pequeñas hasta equipos de tamaño industrial para piezas industriales grandes. El equipo utiliza gas inerte, normalmente argón, para aplicar la misma fuerza a las piezas para su densificación. La presión del gas se logra mediante un compresor y/o expansión térmica.
En comparación con otras técnicas como el prensado con matriz, el prensado isostático en caliente ofrece ventajas como una mejor uniformidad del campo de temperatura, eficiencia energética y la capacidad de preparar materiales de gran diámetro. La inversión requerida para equipos de prensado isostático en caliente es relativamente pequeña, lo que los convierte en una opción rentable para muchas aplicaciones.
Los equipos de prensado isostático en caliente son una solución versátil para lograr la sinterización y densificación en productos metálicos y cerámicos. Sus especificaciones, que incluyen la presión de trabajo, el sistema de control, el tipo de termopar, la longitud interior del recipiente, el límite de uso del horno de grafito, la velocidad de calentamiento, la velocidad de enfriamiento y el tamaño máximo de muestra, garantizan un procesamiento preciso y eficiente de piezas y componentes.
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Moldes de Prensado Isostático para Laboratorio
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
Artículos relacionados
- Prensado isostático en caliente Una descripción general del proceso y el equipo
- Prensado isostático en caliente: una tecnología de fabricación avanzada
- Más allá de la hoja de especificaciones: Dominando la dinámica térmica del prensado isostático en caliente
- Una guía para elegir la temperatura adecuada para la prensa isostática en caliente
- Prensado isostático en caliente para materiales de alta densidad y bajos defectos

















