
Las dos almas de un horno
Cada horno de vacío vive una doble vida.
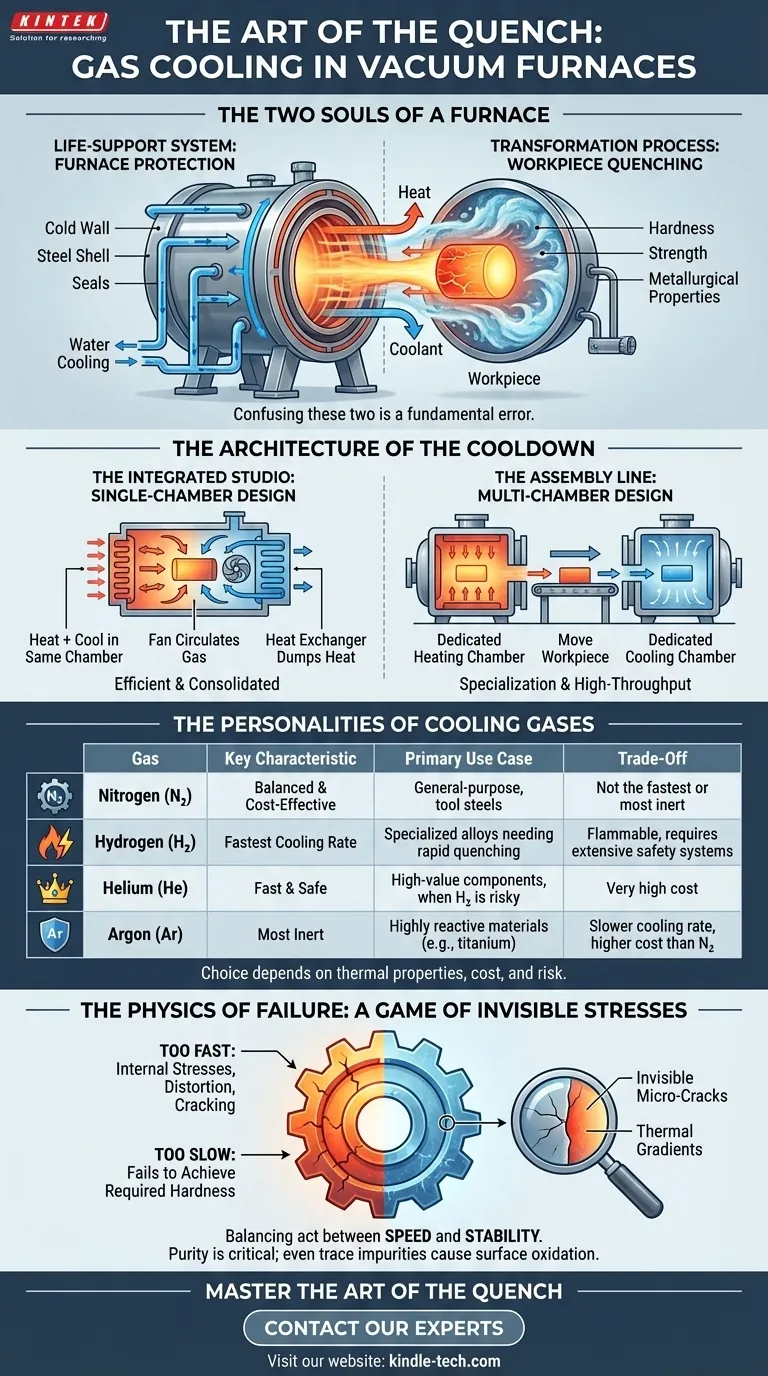
Una vida es de autopreservación. Un flujo continuo de agua a través de su "pared fría" de doble piel actúa como un sistema de soporte vital. Su único propósito es proteger la estructura del horno del intenso calor interior, manteniendo fría la carcasa de acero, los sellos intactos y evitando que todo el aparato se deforme. Este sistema es el guardián silencioso, siempre activo.
La otra vida es de transformación. Este es el proceso activo, violento y exquisitamente controlado del temple por gas. Después de que una pieza de trabajo se calienta a una temperatura precisa en un vacío casi perfecto, el proceso no ha terminado. En muchos sentidos, apenas ha comenzado. La fase de enfriamiento es lo que fija las propiedades metalúrgicas deseadas: la dureza, la resistencia, el carácter mismo del metal.
Confundir estos dos sistemas es un error fundamental. Uno protege el horno; el otro forja la pieza.
La arquitectura del enfriamiento
La forma en que introduce el caos de un temple por gas es una elección de diseño principal, que se reduce a dos filosofías distintas.
El estudio integrado: diseño de cámara única
El enfoque más común es calentar y enfriar en la misma cámara. Una vez que finaliza el ciclo de calentamiento, los elementos calefactores se apagan. Un potente ventilador entra en acción, haciendo circular un gas de alta pureza a alta presión. Este gas atraviesa la carga caliente, absorbiendo su energía térmica, y luego pasa sobre un intercambiador de calor interno, que transfiere el calor al sistema de enfriamiento por agua del horno.
Es eficiente, consolidado y perfecto para una amplia gama de aplicaciones.
La línea de montaje: diseño de múltiples cámaras
Para operaciones industriales de alto rendimiento, se aplica una lógica diferente. La pieza de trabajo se traslada físicamente de una cámara de calentamiento dedicada a una cámara de enfriamiento separada y dedicada.
Este diseño se trata de especialización y eficiencia. Protege los delicados elementos calefactores de la turbulencia del gas de temple. Más importante aún, permite que un nuevo lote comience a calentarse mientras el anterior se está enfriando. Separa las etapas, al igual que una línea de montaje, para maximizar la producción.
Las personalidades de los gases de enfriamiento
La elección del gas no es arbitraria. Cada gas tiene una "personalidad" distinta: una combinación única de propiedades térmicas, costo y riesgo que lo hace adecuado para misiones específicas.
Nitrógeno (N₂): El caballo de batalla confiable
El nitrógeno de alta pureza (más del 99,999%) es el estándar de la industria por una razón. Ofrece un gran equilibrio entre capacidad de transferencia de calor, rentabilidad y seguridad. Es lo suficientemente inerte para la mayoría de los materiales y proporciona un temple predecible y controlable.
Hidrógeno (H₂): El intérprete de alto riesgo
Cuando la velocidad lo es todo, el hidrógeno es el campeón indiscutible. Su conductividad térmica es inigualable, lo que permite las tasas de enfriamiento más rápidas posibles requeridas para ciertas aleaciones de alta resistencia. Sin embargo, este rendimiento conlleva el riesgo significativo de inflamabilidad, lo que exige una construcción de horno especializada y protocolos de seguridad rigurosos.
Helio (He): El especialista noble
El helio ofrece un rendimiento de enfriamiento solo superado por el hidrógeno, pero sin el riesgo de explosión. Es una alternativa segura y de alto rendimiento. Su inconveniente es simple: el costo. Su rareza y su precio lo reservan para aplicaciones críticas donde el rendimiento no puede verse comprometido y el hidrógeno no es una opción.
Argón (Ar): El purista definitivo
El argón es más pesado y menos conductor térmicamente que el nitrógeno, lo que resulta en un temple más lento. Entonces, ¿por qué usarlo? Máxima inercia. Para materiales altamente reactivos como el titanio o ciertas superaleaciones, incluso la minúscula reactividad del nitrógeno es excesiva. El argón proporciona el entorno más puro y menos reactivo posible.
| Gas | Característica clave | Caso de uso principal | Compensación |
|---|---|---|---|
| Nitrógeno (N₂) | Equilibrado y rentable | Uso general, aceros para herramientas | No es el más rápido ni el más inerte |
| Hidrógeno (H₂) | Velocidad de enfriamiento más rápida | Aleaciones especializadas que requieren temple rápido | Inflamable, requiere amplios sistemas de seguridad |
| Helio (He) | Rápido y seguro | Componentes de alto valor, cuando el hidrógeno es demasiado arriesgado | Costo muy alto |
| Argón (Ar) | El más inerte | Materiales altamente reactivos (por ejemplo, titanio) | Velocidad de enfriamiento más lenta, costo más alto que N₂ |
La física del fallo: un juego de tensiones invisibles
El éxito en el tratamiento térmico se mide en micras y moléculas. Los fallos más peligrosos no son los obvios.
Considere un intrincado engranaje aeroespacial. Un rápido temple con hidrógeno le da una superficie perfecta y dura como una lima. Pasa todas las comprobaciones de calidad. Pero la velocidad extrema del temple creó enormes gradientes térmicos entre el cuerpo grueso del engranaje y los dientes delgados. Se formaron microfisuras invisibles en lo profundo del acero. La pieza es una bomba de tiempo, destinada a un fallo catastrófico bajo el estrés operativo.
Esta es la tensión central del temple por gas: la batalla entre la velocidad y la estabilidad. Enfriar demasiado lentamente no logra la dureza requerida. Enfriar demasiado rápido introduce tensiones internas que conducen a la distorsión o al agrietamiento.
Este acto de equilibrio se complica aún más por la pureza. La superficie brillante y limpia esperada de un horno de vacío solo es posible si el gas de temple es excepcionalmente puro. Unas pocas partes por millón de oxígeno o vapor de agua en el gas pueden causar oxidación superficial durante el enfriamiento, empañando la pieza y comprometiendo su integridad superficial.
Navegar por estas compensaciones es donde la experiencia se vuelve fundamental. El equipo y los consumibles adecuados, desde el propio horno hasta la pureza del gas, son su sistema de control en este proceso. Si está listo para dominar el arte del temple para su aplicación específica, Contacte a nuestros expertos.
Guía Visual
Productos relacionados
- Horno de Fusión por Inducción al Vacío a Escala de Laboratorio
- Horno de Fusión por Inducción de Arco de Vacío
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
- Horno de tratamiento térmico al vacío y horno de fusión por inducción de levitación
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
Artículos relacionados
- Proceso de fusión y mantenimiento del horno de fusión por inducción al vacío
- Horno de fusión por inducción en vacío: principio, ventajas y aplicaciones
- Horno de fusión al vacío: Guía completa de la fusión por inducción al vacío
- Cómo la fusión por inducción en vacío (VIM) transforma la producción de aleaciones de alto rendimiento
- Cómo la fusión por inducción en vacío supera a los métodos tradicionales en la producción de aleaciones avanzadas



















