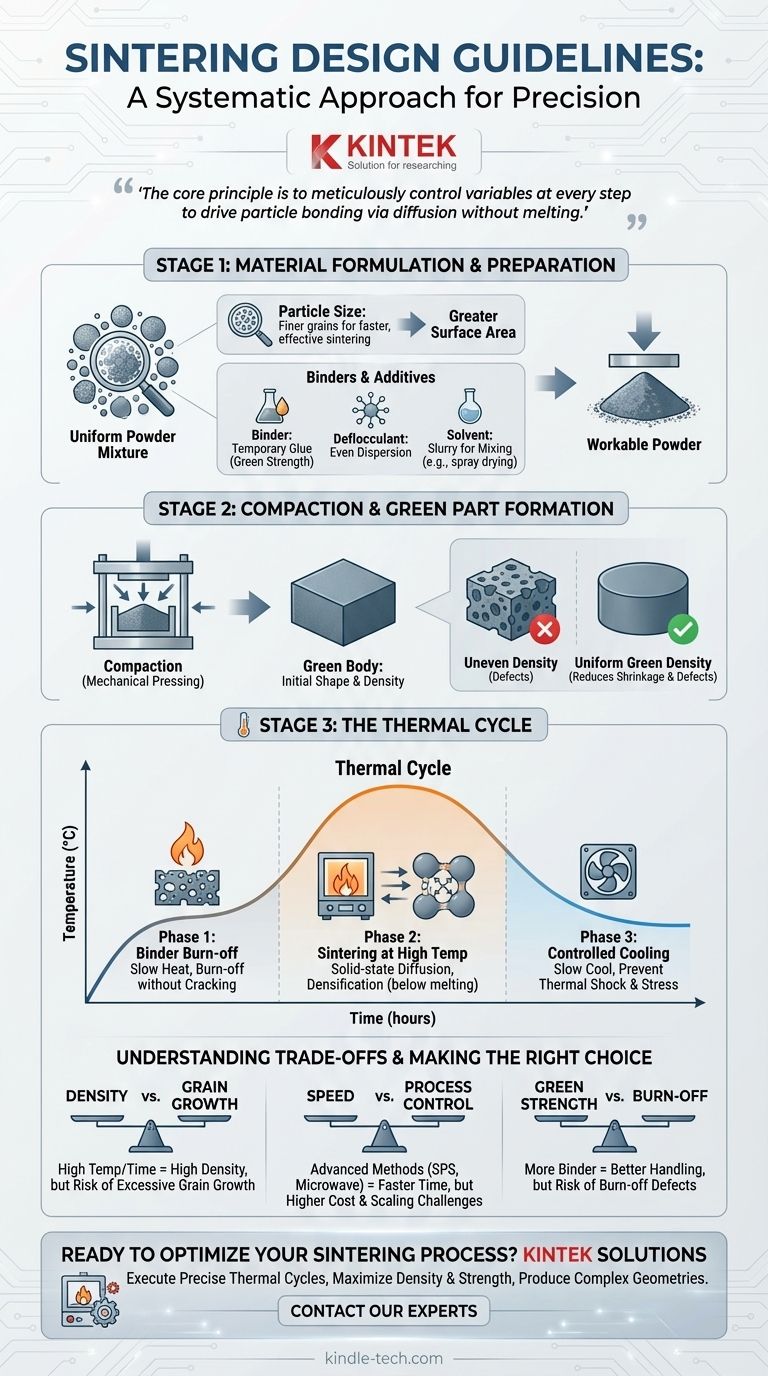
El diseño eficaz de la sinterización no es una lista de verificación única, sino un enfoque sistemático que se centra en tres etapas críticas: la formulación de las materias primas, la formación de la pieza inicial y la ejecución de un ciclo térmico preciso. Cada etapa implica decisiones clave que influyen directamente en la densidad, la resistencia y la integridad estructural del producto final.
El principio fundamental del diseño de sinterización es controlar meticulosamente las variables en cada paso, desde las características iniciales del polvo hasta la velocidad de enfriamiento final, para impulsar la unión de partículas mediante difusión sin fundir el material.

Etapa 1: Formulación y preparación del material
La base de cualquier componente sinterizado es el polvo del que está hecho. Las decisiones tomadas aquí dictan el comportamiento del material durante todo el proceso.
Selección del polvo base
La característica principal a diseñar es el tamaño de partícula. Los tamaños de grano más finos generalmente promueven una sinterización más rápida y efectiva porque proporcionan una mayor superficie, que es la fuerza impulsora de la difusión que une las partículas.
Incorporación de aglutinantes y aditivos
El polvo puro a menudo no mantiene bien su forma. Para crear una mezcla manejable, normalmente se añaden varios componentes:
- Aglutinante: Actúa como un pegamento temporal para proporcionar resistencia a la pieza en su estado presinterizado ("en verde").
- Defloculante: Ayuda a asegurar que las partículas de polvo se dispersen uniformemente dentro de la mezcla, evitando grumos.
- Disolvente (por ejemplo, agua): Crea una suspensión que se puede mezclar y procesar fácilmente, a menudo mediante métodos como el secado por pulverización para crear un polvo uniforme y fluido listo para prensar.
Etapa 2: Compactación y formación de la pieza en verde
Esta etapa le da al componente su forma y densidad iniciales. El objetivo es organizar las partículas de polvo lo más cerca posible antes de aplicar calor.
El propósito de la compactación
La compactación, típicamente realizada mediante prensado mecánico en un molde, crea el "cuerpo en verde". El objetivo principal es aumentar el contacto entre partículas y eliminar grandes huecos.
Lograr una densidad en verde uniforme
Una densidad en verde más alta y uniforme es un objetivo de diseño crítico. Reduce la cantidad de contracción requerida durante la sinterización, minimiza el tiempo de procesamiento y ayuda a prevenir defectos como la deformación o el agrietamiento en la pieza final.
Etapa 3: El ciclo térmico (sinterización)
Este es el corazón del proceso, donde el cuerpo en verde se transforma en una estructura sólida y cohesiva. El ciclo térmico debe diseñarse con fases distintas.
Fase 1: Eliminación del aglutinante
Antes de que comience la sinterización principal, la pieza se calienta lentamente a baja temperatura. Este paso crucial está diseñado para quemar el aglutinante y otros aditivos sin crear defectos internos. Eliminar el aglutinante demasiado rápido puede hacer que la pieza se agriete.
Fase 2: Sinterización a alta temperatura
La temperatura se eleva a un punto por debajo del punto de fusión del material. A esta temperatura, se produce una difusión en estado sólido activada térmicamente. Los átomos se mueven a través de los límites entre las partículas, formando "cuellos" que crecen y fusionan las partículas, densificando la pieza.
Fase 3: Enfriamiento controlado
La etapa final es enfriar el componente a temperatura ambiente. La velocidad de enfriamiento debe controlarse cuidadosamente para evitar el choque térmico y la introducción de tensiones internas, que podrían comprometer las propiedades mecánicas de la pieza.
Comprender las compensaciones
El diseño eficaz requiere equilibrar factores contrapuestos. No existe un método "mejor" único, solo el más apropiado para una aplicación determinada.
Densidad vs. Crecimiento del grano
Lograr la máxima densidad a menudo requiere temperaturas más altas o tiempos de sinterización más largos. Sin embargo, estas mismas condiciones pueden causar un crecimiento excesivo del grano, donde los granos más pequeños se fusionan en otros más grandes, lo que a veces puede afectar negativamente las propiedades del material como la tenacidad.
Velocidad vs. Control del proceso
Métodos avanzados como la Sinterización por Plasma de Chispas (SPS) o la Sinterización por Microondas pueden reducir drásticamente el tiempo de procesamiento en comparación con el calentamiento convencional en horno. La compensación a menudo se encuentra en el costo del equipo y la capacidad de escalar para piezas muy grandes o complejas.
Resistencia en verde vs. Eliminación
El uso de un mayor porcentaje de aglutinante puede hacer que la pieza en verde sea más robusta y fácil de manipular. Sin embargo, esto aumenta la cantidad de material que debe quemarse, lo que eleva el riesgo de defectos si la etapa de eliminación no se diseña y ejecuta perfectamente.
Tomar la decisión correcta para su objetivo
Sus decisiones de diseño específicas deben guiarse por el objetivo principal de su componente.
- Si su enfoque principal es la máxima densidad y resistencia: Priorice el uso de un polvo de grano fino y optimice la presión de compactación para lograr la mayor densidad en verde posible antes del calentamiento.
- Si su enfoque principal es producir geometrías complejas: Preste mucha atención a la selección del aglutinante y diseñe un ciclo de eliminación lenta y controlada del aglutinante para evitar grietas y distorsiones.
- Si su enfoque principal es la eficiencia del proceso y el costo: Concéntrese en maximizar la densidad en verde para reducir el tiempo y la temperatura de sinterización necesarios, que son los principales impulsores del consumo de energía.
Al comprender estas etapas como una serie de decisiones de diseño interconectadas, obtiene un control preciso sobre las propiedades finales de su componente sinterizado.
Tabla resumen:
| Etapa de diseño de sinterización | Enfoque clave del diseño | Objetivo principal |
|---|---|---|
| Etapa 1: Formulación del material | Tamaño de partícula, selección de aglutinante/aditivo | Crear una mezcla de polvo uniforme y manejable |
| Etapa 2: Compactación | Aplicación de presión, uniformidad de la densidad en verde | Lograr un contacto de partículas alto y uniforme en el "cuerpo en verde" |
| Etapa 3: Ciclo térmico | Control preciso de la temperatura durante la eliminación, sinterización y enfriamiento | Impulsar la unión de partículas mediante difusión para la densidad y resistencia finales |
¿Listo para optimizar su proceso de sinterización?
Lograr el equilibrio perfecto de densidad, resistencia y geometría para sus componentes sinterizados requiere un control preciso y el equipo adecuado. KINTEK se especializa en hornos de laboratorio avanzados y consumibles diseñados para las exigentes demandas de la sinterización.
Proporcionamos las herramientas y la experiencia para ayudarle a:
- Ejecutar ciclos térmicos precisos para una eliminación óptima del aglutinante y la difusión de partículas.
- Maximizar la densidad y la resistencia con equipos que garantizan un calentamiento uniforme.
- Producir geometrías complejas de forma fiable controlando cada etapa del proceso.
Hablemos de sus desafíos de sinterización. Contacte con nuestros expertos hoy mismo para encontrar la solución perfecta para las necesidades de su laboratorio.
Guía Visual
Productos relacionados
- Horno de Sinterización y Tratamiento Térmico al Vacío con Presión de Aire de 9MPa
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Horno de Sinterización de Alambre de Molibdeno y Tratamiento Térmico al Vacío para Sinterización al Vacío
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
- Horno de Sinterización por Plasma de Chispa Horno SPS
La gente también pregunta
- ¿Qué se utiliza para la sinterización? Una guía de materiales, equipos y el proceso
- ¿Cuál es el efecto de la temperatura de sinterización en el tamaño de grano? Una guía para el control microestructural
- ¿Qué es el proceso de sinterización a presión? Logre una densidad y resistencia superiores para piezas de alto rendimiento
- ¿Por qué los cuerpos verdes producidos mediante la fusión por chorro de aglutinante deben someterse a un tratamiento en un horno de sinterización al vacío?
- ¿Cuál es el efecto de la presión durante la sinterización? Lograr mayor densidad y microestructuras más finas más rápido



















