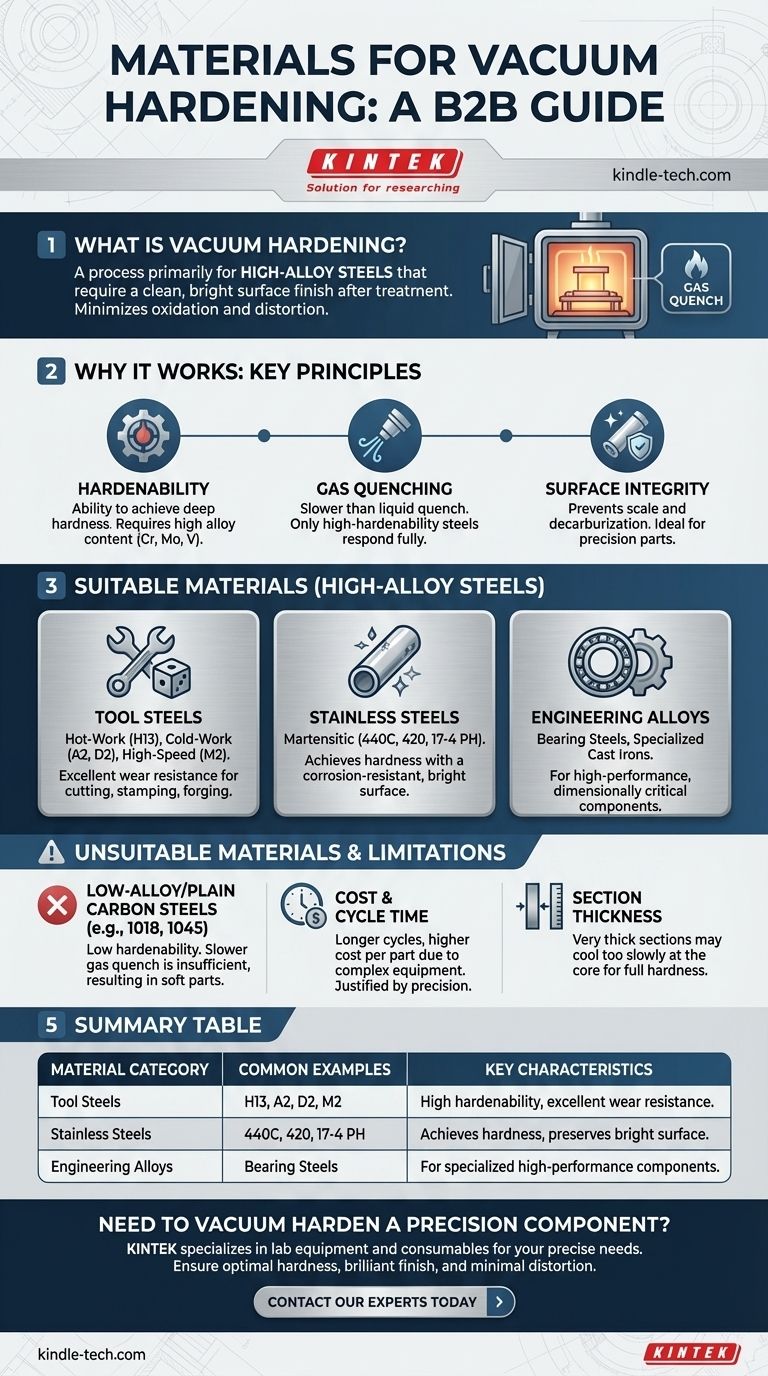
En resumen, el endurecimiento al vacío se utiliza principalmente para aceros de alta aleación que requieren un acabado superficial limpio y brillante después del tratamiento. Esto incluye una amplia gama de materiales como aceros para herramientas, aceros rápidos, aceros inoxidables y ciertas aleaciones de ingeniería especializadas. El proceso se elige cuando minimizar la oxidación superficial y la distorsión es tan crítico como lograr la dureza deseada.
La idoneidad de un material para el endurecimiento al vacío no se trata solo de si *puede* endurecerse, sino de si su contenido de aleación le permite endurecerse completamente durante el proceso de enfriamiento lento con gas inherente a los hornos de vacío. Esto lo convierte en un método especializado para componentes de alto rendimiento y críticos dimensionalmente.

¿Qué hace que un material sea adecuado para el endurecimiento al vacío?
La eficacia del endurecimiento al vacío está dictada por la interacción entre las propiedades del material y el entorno único de un horno de vacío. No es una solución universal para todos los aceros.
El papel crítico de la "Capacidad de Endurecimiento" (Hardenability)
La capacidad de endurecimiento es una medida de la capacidad de un acero para lograr dureza en profundidad en su sección transversal. No es lo mismo que la dureza máxima alcanzable.
Los aceros con alto contenido de aleación —como cromo, molibdeno y vanadio— tienen una alta capacidad de endurecimiento. Estos elementos ralentizan las transformaciones internas durante el enfriamiento, lo que permite que el material forme una estructura martensítica dura incluso con un temple menos agresivo.
El proceso de enfriamiento con gas
Los hornos de vacío eliminan el aire para prevenir la oxidación y luego enfrían la pieza calentada volviendo a llenar la cámara con un gas inerte a alta presión, como el nitrógeno.
Este temple con gas es significativamente más lento que el temple líquido tradicional en aceite o agua. Por lo tanto, solo los materiales con alta capacidad de endurecimiento responderán adecuadamente y se endurecerán a través de todo su espesor.
La necesidad de una integridad superficial superior
La razón principal para elegir el endurecimiento al vacío es producir una pieza con una superficie limpia, brillante y sin oxidar. El entorno de vacío previene la formación de cascarilla y elimina el riesgo de descarburación (la pérdida de carbono de la superficie).
Esto lo hace ideal para piezas terminadas, herramientas de precisión y troqueles donde la rectificación o limpieza posterior al tratamiento sería costosa o comprometería la precisión dimensional.
Categorías clave de materiales para el endurecimiento al vacío
Basándose en los principios de capacidad de endurecimiento e integridad superficial, varias familias de acero son excelentes candidatas para este proceso.
Aceros para herramientas (Trabajo en caliente y en frío)
Estos son los materiales más comunes para el endurecimiento al vacío. Su alto contenido de aleación les confiere la capacidad de endurecimiento y resistencia al desgaste necesarios.
Los ejemplos comunes incluyen aceros para trabajo en caliente (H13), aceros para trabajo en frío (A2, D2) y aceros rápidos (M2, T1) utilizados para herramientas de corte, troqueles de estampado y herramientas de forja.
Aceros inoxidables de alta aleación
Los aceros inoxidables martensíticos, que están diseñados para ser endurecidos, se procesan frecuentemente al vacío. El proceso logra la dureza requerida mientras preserva la superficie brillante y resistente a la corrosión.
Materiales como 440C, 420 y 17-4 PH son candidatos comunes para aplicaciones que van desde cuchillos industriales hasta componentes aeroespaciales.
Aceros de ingeniería especializados
Otros aceros aleados pueden endurecerse al vacío, siempre que tengan suficiente contenido de aleación. Esto incluye:
- Aceros para rodamientos
- Aceros cementados y revenidos con adiciones de aleación alta
- Ciertas aleaciones de hierro fundido
Siempre se debe revisar el grado específico y su curva de capacidad de endurecimiento para confirmar su idoneidad.
Comprensión de las compensaciones y limitaciones
El endurecimiento al vacío es una herramienta poderosa, pero no es la opción correcta para todas las aplicaciones. Comprender sus limitaciones es clave para tomar una decisión de ingeniería sólida.
Inadecuado para aceros al carbono simples y de baja aleación
Aceros como 1018 o 1045 tienen una capacidad de endurecimiento muy baja. Requieren un temple extremadamente rápido (típicamente en agua o salmuera) para endurecerse.
El temple con gas más lento de un horno de vacío es insuficiente para endurecer estos materiales, lo que resulta en piezas blandas con malas propiedades mecánicas.
Consideraciones de coste y tiempo de ciclo
El equipo de horno de vacío es complejo y costoso de operar. Los ciclos, que implican bombear hasta un vacío profundo y etapas precisas de calentamiento y enfriamiento, son generalmente más largos que los ciclos de hornos de atmósfera convencionales.
Esto hace que el proceso sea más costoso por pieza y generalmente se reserva para componentes donde los beneficios de limpieza y baja distorsión justifican el gasto.
Limitaciones de espesor de sección
Incluso para un acero con alta capacidad de endurecimiento, existe un límite para el espesor que se puede endurecer completamente con un temple con gas. Las secciones transversales muy gruesas pueden enfriarse demasiado lentamente en su núcleo, incluso con gas a alta presión.
Para componentes extremadamente grandes, puede seguir siendo necesario un temple líquido más agresivo para lograr la dureza total requerida.
Tomar la decisión correcta para su aplicación
Seleccionar el proceso de endurecimiento correcto depende completamente de su material y sus objetivos de rendimiento.
- Si su enfoque principal son herramientas o troqueles de alta precisión: El endurecimiento al vacío es ideal para mantener la estabilidad dimensional y el acabado superficial en materiales como aceros para herramientas D2, A2 o H13.
- Si su enfoque principal son piezas de acero inoxidable críticas para la superficie: Este proceso es perfecto para endurecer aceros inoxidables martensíticos que deben ser duros y estéticamente prístinos sin un acabado secundario.
- Si su enfoque principal es el endurecimiento de aceros de baja aleación y bajo coste: Debe utilizar el endurecimiento en horno de atmósfera convencional con temple líquido, ya que el endurecimiento al vacío es técnicamente inadecuado para estos materiales.
En última instancia, debe elegir el endurecimiento al vacío cuando la precisión y la integridad del componente final sean tan importantes como su dureza.
Tabla de resumen:
| Categoría de Material | Ejemplos Comunes | Características Clave |
|---|---|---|
| Aceros para Herramientas | H13, A2, D2, M2 | Alta capacidad de endurecimiento, excelente resistencia al desgaste para herramientas y troqueles. |
| Aceros Inoxidables | 440C, 420, 17-4 PH | Logra dureza mientras preserva la superficie brillante y resistente a la corrosión. |
| Aleaciones de Ingeniería | Aceros para rodamientos, hierros fundidos de alta aleación | Utilizados para componentes especializados que requieren alto rendimiento. |
¿Necesita endurecer al vacío un componente de precisión?
KINTEK se especializa en equipos de laboratorio y consumibles, satisfaciendo las necesidades precisas de laboratorios y plantas de fabricación. Nuestra experiencia garantiza que sus piezas de acero de alta aleación logren una dureza óptima, un acabado superficial brillante y una distorsión mínima.
Contacte a nuestros expertos hoy mismo para discutir cómo nuestras soluciones pueden mejorar el rendimiento y la longevidad de sus herramientas y componentes críticos.
Guía Visual
Productos relacionados
- Máquina de Montaje en Frío al Vacío para Preparación de Muestras
- Máquina de horno de prensa en caliente al vacío para laminación y calentamiento
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
- Horno de Sinterización de Alambre de Tungsteno y Tratamiento Térmico al Vacío Pequeño
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
La gente también pregunta
- ¿Cuáles son los pasos involucrados en la preparación de muestras? Una guía para un análisis preciso y fiable
- ¿Qué métodos de preparación de muestras se utilizan en los laboratorios? Domine el primer paso crítico para un análisis fiable
- ¿Qué es una máquina de prensa de vacío? Aproveche la presión atmosférica para una laminación perfecta
- ¿Qué puedes hacer con una prensa de vacío? Logra una laminación y sujeción impecables
- ¿Cómo funciona una prensa de vacío? Aproveche la presión atmosférica para una laminación perfecta



















