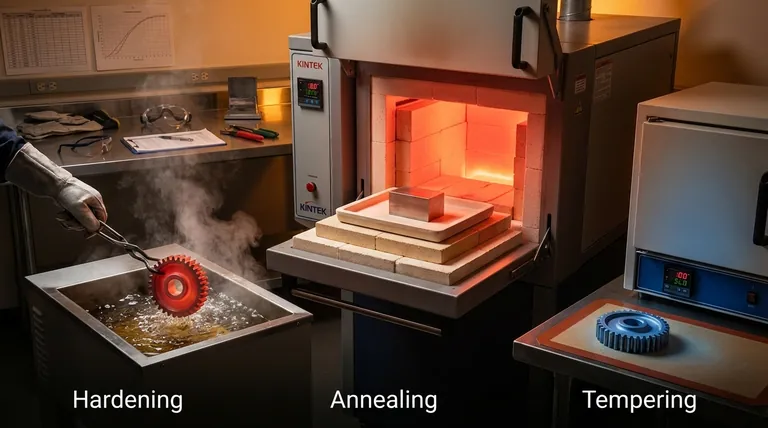
En esencia, los tres tratamientos térmicos fundamentales para metales, particularmente el acero, son el recocido, el endurecimiento y el templado. Estos procesos utilizan ciclos controlados de calentamiento y enfriamiento para cambiar fundamentalmente la estructura interna de un metal, lo que le permite adaptar con precisión sus propiedades mecánicas para una aplicación específica.
El propósito del tratamiento térmico no es arbitrario; es un proceso de ingeniería deliberado para manipular el equilibrio entre la dureza, la tenacidad y la ductilidad de un material. Comprender estos tres métodos centrales le da control sobre el rendimiento final de un componente metálico.
Por qué el tratamiento térmico es esencial
Antes de examinar los procesos, es crucial comprender el objetivo. El tratamiento térmico modifica la microestructura —la disposición de cristales o granos microscópicos— dentro de un metal.
El impacto microscópico
El tamaño, la forma y la composición de estos granos determinan directamente las propiedades macroscópicas que observamos, como la resistencia, la maquinabilidad y la fragilidad.
Control del rendimiento del material
Al controlar la temperatura, el tiempo y las velocidades de enfriamiento, puede forzar la microestructura a configuraciones específicas, decidiendo eficazmente si la pieza final será blanda y fácil de mecanizar, extremadamente dura y resistente al desgaste, o tenaz y duradera.
Los tres tratamientos térmicos fundamentales
Cada uno de los tres tratamientos principales tiene un propósito distinto en el ciclo de vida de una pieza metálica. A menudo se utilizan en secuencia para lograr un equilibrio deseado de propiedades.
1. Recocido: Para ablandar y aliviar el estrés
El recocido es un proceso diseñado para hacer que el metal sea lo más blando y dúctil posible. A menudo se realiza para facilitar el mecanizado o la conformación de un material.
El proceso implica calentar el metal por encima de su temperatura crítica, mantenerlo allí para permitir que la microestructura se transforme y refine completamente, y luego enfriarlo muy lentamente. Este enfriamiento lento permite que los granos se formen en un estado uniforme y libre de tensiones.
2. Endurecimiento: Para aumentar la resistencia y la resistencia al desgaste
El endurecimiento se utiliza para hacer que un metal, típicamente acero, sea significativamente más duro y resistente, aumentando su resistencia al desgaste y la abrasión.
Esto se logra calentando el acero por encima de su temperatura crítica y luego enfriándolo rápidamente, un proceso conocido como temple. Este enfriamiento rápido atrapa los átomos de carbono en una estructura cristalina altamente estresada y en forma de aguja llamada martensita, que es extremadamente dura pero también muy frágil.
3. Templado: Para reducir la fragilidad y añadir tenacidad
El templado casi siempre se realiza inmediatamente después del endurecimiento. Una pieza endurecida a menudo es demasiado frágil para un uso práctico y podría romperse como el vidrio bajo impacto.
El proceso implica recalentar la pieza endurecida a una temperatura más baja (muy por debajo del punto crítico) y mantenerla durante un tiempo específico. Esto alivia parte del estrés interno de la estructura martensítica, sacrificando algo de dureza para obtener un aumento significativo en la tenacidad.
Comprendiendo las compensaciones
Elegir un tratamiento térmico nunca se trata de lograr una única propiedad perfecta. Siempre es un acto de equilibrio.
El dilema dureza vs. tenacidad
Esta es la compensación más crítica en el tratamiento térmico. La dureza es la resistencia al rayado y la indentación, mientras que la tenacidad es la capacidad de absorber energía y deformarse sin fracturarse.
Aumentar la dureza mediante el temple reduce inevitablemente la tenacidad, haciendo que el material sea frágil. El templado es el acto intencional de retroceder de la dureza máxima para recuperar la tenacidad esencial.
El papel crítico de las velocidades de enfriamiento
La velocidad a la que se enfría un metal es la variable principal que determina el resultado. Un enfriamiento lento en el horno da como resultado un estado blando y recocido. Un temple rápido en agua o aceite da como resultado un estado duro y martensítico. Una velocidad de enfriamiento intermedia, como al aire libre (normalizado), produce un conjunto diferente de propiedades.
La composición del material es clave
No todos los metales responden igualmente al tratamiento térmico. Para los aceros, el contenido de carbono es el factor más importante. Los aceros con bajo contenido de carbono no se pueden endurecer significativamente mediante el temple, mientras que los aceros con alto contenido de carbono y aleados están diseñados específicamente para ello.
Selección del tratamiento adecuado para su objetivo
Su elección depende completamente de la función prevista del componente final.
- Si su enfoque principal es la fabricabilidad: Recueza el material para hacerlo blando, dúctil y fácil de mecanizar, estampar o conformar.
- Si su enfoque principal es la máxima resistencia al desgaste: Endurezca el componente para una dureza superficial extrema, pero prepárese para que sea frágil y úselo solo en aplicaciones sin alto impacto.
- Si su enfoque principal es la resistencia y durabilidad equilibradas: Utilice la combinación clásica de endurecimiento seguido de templado para crear una pieza que sea fuerte, mantenga un filo y pueda soportar golpes operativos.
Al comprender estos procesos fundamentales, obtiene control directo sobre el rendimiento y la fiabilidad finales de su material.
Tabla resumen:
| Tratamiento térmico | Objetivo principal | Resumen del proceso | Resultado clave |
|---|---|---|---|
| Recocido | Ablandar y aliviar el estrés | Calentar por encima de la temperatura crítica, luego enfriar muy lentamente. | Material blando, dúctil y libre de estrés. |
| Endurecimiento | Aumentar la resistencia y la resistencia al desgaste | Calentar por encima de la temperatura crítica, luego templar (enfriar rápidamente). | Estructura martensítica muy dura pero frágil. |
| Templado | Reducir la fragilidad y añadir tenacidad | Recalentar la pieza endurecida a una temperatura más baja, luego enfriar. | Propiedades equilibradas: fuerte, tenaz y duradera. |
¿Listo para lograr propiedades de material precisas en su laboratorio?
Comprender estos tratamientos térmicos es el primer paso. Implementarlos consistentemente requiere equipos confiables y precisos. KINTEK se especializa en hornos y estufas de laboratorio de alto rendimiento diseñados para procesos precisos de recocido, endurecimiento y templado.
Contacte a nuestros expertos hoy para discutir cómo nuestras soluciones pueden brindar confiabilidad y repetibilidad a sus flujos de trabajo de tratamiento térmico, asegurando que sus materiales cumplan con sus especificaciones de rendimiento exactas.
Guía Visual

Productos relacionados
- Horno de Tratamiento Térmico al Vacío con Revestimiento de Fibra Cerámica
- Horno de Tratamiento Térmico al Vacío de Molibdeno
- Horno de tratamiento térmico al vacío de grafito de 2200 ℃
- Horno de atmósfera controlada de 1400 ℃ con nitrógeno y atmósfera inerte
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
La gente también pregunta
- ¿Cuál es el principio del tratamiento térmico al vacío? Logre propiedades de material superiores con control total
- ¿Cuáles son los tres métodos principales de enfriamiento para un horno de tratamiento térmico al vacío? Optimizar la dureza y el acabado de la superficie
- ¿Cuál es la temperatura del tratamiento térmico al vacío? Logre propiedades de material superiores y acabados impecables
- ¿Cuáles son los fallos relacionados con las operaciones de tratamiento térmico? Prevenir la distorsión, el agrietamiento y las manchas blandas
- ¿Cómo funciona el tratamiento térmico al vacío? Logre propiedades de material superiores en un entorno prístino



















