Aunque la pregunta a menudo se simplifica a dos procesos opuestos, el tratamiento térmico es en realidad un amplio campo de la metalurgia que involucra numerosas técnicas. Los dos objetivos más fundamentales y contrastantes son ablandar un metal, principalmente a través del recocido, y endurecerlo, logrado mediante un proceso de dos pasos de temple y revenido. Estos procedimientos no solo cambian el metal; reorganizan fundamentalmente su microestructura interna para lograr propiedades mecánicas específicas.
El tratamiento térmico no se trata de un puñado de recetas; es el control deliberado del ciclo térmico de un metal —sus fases de calentamiento, mantenimiento y enfriamiento— para manipular con precisión su estructura cristalina interna. Comprender este principio le permite adaptar las propiedades de un material para casi cualquier aplicación de ingeniería.
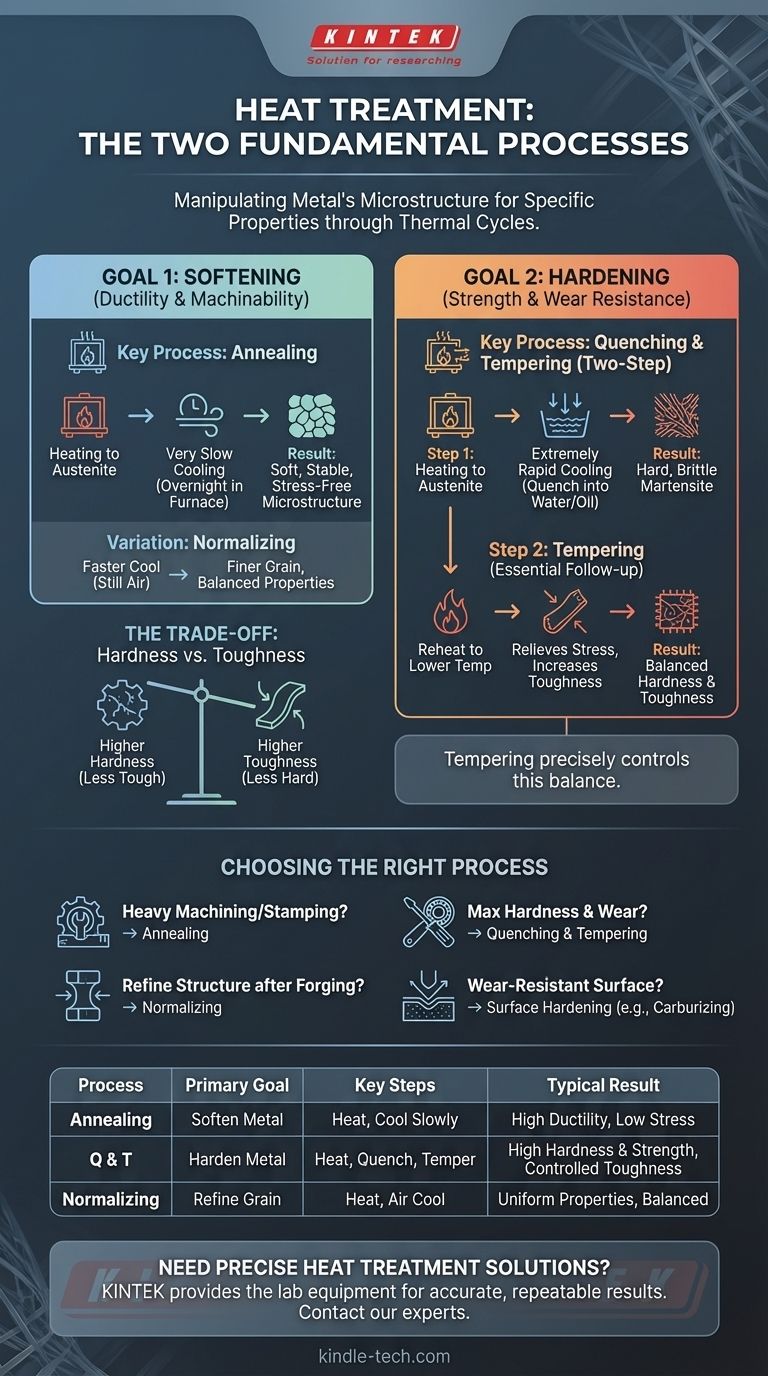
El Objetivo Fundamental: Manipular la Microestructura de un Metal
Para entender el tratamiento térmico, debe mirar más allá del horno y ver lo que sucede a nivel microscópico.
¿Qué es el Tratamiento Térmico?
El tratamiento térmico es un grupo de procesos controlados utilizados para alterar las propiedades físicas y, a veces, químicas de un material. El proceso implica calentar el metal a una temperatura específica, mantenerlo a esa temperatura durante una duración establecida (remojo) y luego enfriarlo a una velocidad prescrita.
El objetivo es cambiar propiedades como la dureza, la resistencia, la tenacidad, la ductilidad y la resistencia al desgaste sin alterar la forma de la pieza.
Cómo el Calor Transforma el Metal
Calentar un metal reorganiza su red cristalina interna, conocida como su microestructura. Para el acero, calentarlo por encima de una temperatura crítica transforma su estructura en un estado llamado austenita, donde la disposición atómica es uniforme y capaz de disolver carbono.
Las propiedades finales del metal están determinadas enteramente por lo que le sucede a esta estructura austenítica a medida que se enfría. La velocidad de enfriamiento es la variable más crítica.
Los Dos Objetivos Principales: Ablandamiento vs. Endurecimiento
Casi todos los procesos de tratamiento térmico se pueden clasificar por su objetivo principal: hacer un metal más blando y maleable, o hacerlo más duro y duradero.
Categoría 1: Ablandamiento para Ductilidad y Maquinabilidad
A veces, el objetivo es hacer que un metal sea lo más blando posible. Esto alivia las tensiones internas, mejora la ductilidad (la capacidad de ser estirado o formado) y hace que el material sea más fácil de mecanizar.
-
Proceso Clave: Recocido El recocido implica calentar el acero a su rango austenítico y luego enfriarlo muy lentamente, a menudo dejándolo dentro del horno para que se enfríe durante la noche. Este enfriamiento lento permite que la microestructura se forme en su estado más blando, estable y libre de tensiones.
-
Una Variación: Normalizado El normalizado es similar al recocido, pero el enfriamiento se realiza más rápido, típicamente en aire quieto. Esto da como resultado una estructura de grano más fina y uniforme. Una pieza normalizada es ligeramente más dura y resistente que una recocida, pero es mucho más tenaz y menos frágil que una pieza completamente endurecida.
Categoría 2: Endurecimiento para Resistencia y Resistencia al Desgaste
Este es el objetivo más conocido, utilizado para crear herramientas, rodamientos y engranajes que pueden soportar altas tensiones y desgaste. Este es siempre un proceso de varios pasos.
-
Proceso Clave: Temple Para lograr la máxima dureza, el acero se calienta para formar austenita y luego se enfría extremadamente rápido. Esto se hace sumergiéndolo en un medio de temple como agua, aceite o incluso aire forzado.
Este enfriamiento rápido, o temple, atrapa la estructura atómica en un estado muy duro, frágil y altamente tensionado conocido como martensita. Una pieza solo templada a menudo es demasiado frágil para un uso práctico.
-
El Seguimiento Esencial: Revenido Una pieza templada casi siempre se reviene. Esto implica recalentar la pieza endurecida a una temperatura mucho más baja (por ejemplo, 200-650°C o 400-1200°F) y mantenerla durante un período.
El revenido reduce la dureza y fragilidad extremas de la martensita, aliviando las tensiones internas y aumentando significativamente la tenacidad del material. El equilibrio final de dureza y tenacidad se controla con precisión mediante la temperatura de revenido.
Comprender las Compensaciones
Elegir un proceso de tratamiento térmico es un ejercicio de gestión de compensaciones de ingeniería. No se pueden maximizar todas las propiedades simultáneamente.
El Dilema Dureza vs. Tenacidad
Esta es la compensación más crítica en el tratamiento térmico. La dureza es la resistencia al rayado y la indentación, mientras que la tenacidad es la capacidad de absorber energía y resistir la fractura.
A medida que aumenta la dureza de un metal, casi siempre disminuye su tenacidad, haciéndolo más frágil. El revenido es el acto de sacrificar deliberadamente algo de dureza para recuperar la tenacidad esencial.
El Papel de la Velocidad de Enfriamiento
La velocidad de enfriamiento dicta la microestructura final. Un enfriamiento muy lento (recocido) produce una estructura blanda. Un enfriamiento muy rápido (temple) produce una estructura dura. Las velocidades de enfriamiento intermedias (normalizado) producen propiedades intermedias.
El Riesgo de Distorsión y Agrietamiento
El enfriamiento rápido es un proceso violento que induce una tensión interna masiva. Si no se maneja correctamente, esta tensión puede hacer que la pieza se deforme, distorsione o incluso se agriete durante el temple. La elección del medio de temple (el agua es más severa que el aceite) y la geometría de la pieza son factores críticos.
Elegir el Proceso Correcto para Su Objetivo
Su selección debe estar impulsada por la aplicación final del componente.
- Si su enfoque principal es preparar un material para mecanizado pesado o estampado: El recocido es la opción correcta para maximizar la blandura y aliviar las tensiones internas.
- Si su enfoque principal es lograr la máxima dureza y resistencia al desgaste para una herramienta o rodamiento: El temple seguido de revenido es el proceso de dos pasos requerido.
- Si su enfoque principal es refinar la estructura del grano y asegurar propiedades uniformes después de la forja: El normalizado proporciona un buen equilibrio de resistencia y ductilidad.
- Si su enfoque principal es crear una superficie resistente al desgaste en un componente tenaz y resistente a los impactos: Un proceso de endurecimiento superficial como la carburación o el endurecimiento por inducción es ideal.
Al comprender estos principios fundamentales, puede ir más allá de las definiciones simples y comenzar a especificar las propiedades de los materiales con intención y precisión.

Tabla Resumen:
| Proceso | Objetivo Principal | Pasos Clave | Resultado Típico |
|---|---|---|---|
| Recocido | Ablandar Metal | Calentar a austenita, enfriar lentamente | Mayor ductilidad, reducción de tensiones, mejora de la maquinabilidad |
| Temple y Revenido | Endurecer Metal | Calentar a austenita, templar rápidamente, luego revenir | Alta dureza y resistencia, con tenacidad controlada |
| Normalizado | Refinar Estructura del Grano | Calentar a austenita, enfriar al aire | Propiedades uniformes, equilibrio entre resistencia y ductilidad |
¿Necesita especificar el tratamiento térmico perfecto para los materiales de su laboratorio?
KINTEK se especializa en proporcionar el equipo de laboratorio y los consumibles precisos necesarios para lograr resultados de tratamiento térmico precisos y repetibles. Ya sea que esté recociendo para ablandar o templando para endurecer, nuestras soluciones garantizan que pueda controlar el ciclo térmico con confianza.
Contacte hoy mismo a nuestros expertos para discutir cómo podemos apoyar las necesidades de ciencia de materiales y metalurgia de su laboratorio.
Guía Visual
Productos relacionados
- Horno de Tratamiento Térmico al Vacío con Revestimiento de Fibra Cerámica
- Horno de tratamiento térmico al vacío de grafito de 2200 ℃
- Horno de Tratamiento Térmico al Vacío de Molibdeno
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
La gente también pregunta
- ¿Qué es un horno de tratamiento térmico al vacío? La guía definitiva para el procesamiento en atmósfera controlada
- ¿Cuáles son las desventajas del tratamiento térmico al vacío? Costos elevados y limitaciones técnicas explicadas
- ¿Cuáles son los fallos relacionados con las operaciones de tratamiento térmico? Prevenir la distorsión, el agrietamiento y las manchas blandas
- ¿Qué es un horno de tratamiento térmico al vacío? Logre una pureza y un control inigualables
- ¿Cómo funciona el tratamiento térmico al vacío? Logre propiedades de material superiores en un entorno prístino



















