La parte más importante del tratamiento térmico no es una etapa específica, sino el control preciso e inquebrantable de todo el ciclo de temperatura-tiempo. Este ciclo consta de tres fases interconectadas —calentamiento, mantenimiento y enfriamiento—, y un fallo en cualquiera de ellas comprometerá el resultado final. La ejecución correcta de todo este perfil es lo que transforma un material para lograr las propiedades deseadas, como la dureza o la ductilidad.
Aunque muchos se centran en el enfriamiento rápido de un temple, la verdadera clave para un tratamiento térmico exitoso es comprender que cada fase —calentamiento, mantenimiento y enfriamiento— es interdependiente. La "parte más importante" es la disciplina para controlar toda esta relación entre temperatura y tiempo para un resultado específico y predeterminado.

Los tres pilares del ciclo de tratamiento térmico
Todo proceso de tratamiento térmico, independientemente del objetivo específico, se basa en tres fases fundamentales e igualmente críticas. Considerarlas como pasos separados es un error; son un proceso continuo donde cada fase prepara el escenario para la siguiente.
Fase 1: Calentamiento controlado
La fase inicial de calentamiento consiste en llevar el material a una temperatura objetivo específica. Esta temperatura se elige porque permite que la estructura cristalina interna del material, o microestructura, comience a cambiar a un estado más maleable y uniforme (para el acero, esto es típicamente la formación de austenita).
Una velocidad de calentamiento controlada y uniforme es crítica. Un calentamiento demasiado rápido puede inducir un choque térmico, causando estrés, deformaciones o incluso grietas, especialmente en piezas complejas o grandes.
Fase 2: Mantenimiento (Soaking) a temperatura
Una vez alcanzada la temperatura objetivo, el material se "mantiene" o se sostiene a esa temperatura durante una duración específica. El propósito del mantenimiento es asegurar que los cambios estructurales internos ocurran uniformemente en todo el volumen de la pieza.
Si el tiempo de mantenimiento es demasiado corto, el núcleo del material puede no transformarse completamente, lo que lleva a propiedades inconsistentes e impredecibles. El tiempo requerido depende de la composición del material, su espesor transversal y el proceso específico.
Fase 3: Enfriamiento controlado
Esta es a menudo la fase más dramática y visiblemente distinta. La velocidad a la que el material se enfría desde la temperatura de mantenimiento "fija" una microestructura final específica, que dicta directamente sus propiedades mecánicas.
- Enfriamiento rápido (Temple): Sumergir el material en agua, aceite o solución polimérica atrapa una estructura dura y frágil como la martensita.
- Enfriamiento moderado (Normalizado): El enfriamiento en aire quieto produce una mezcla de dureza y ductilidad.
- Enfriamiento lento (Recocido): El enfriamiento lento dentro del horno crea una estructura blanda, dúctil y fácilmente mecanizable.
La velocidad de enfriamiento no es "más importante" que el calentamiento o el mantenimiento; su éxito depende completamente de que las dos fases anteriores se ejecuten correctamente.
Comprender las compensaciones
El tratamiento térmico no es una bala mágica; es una ciencia precisa de equilibrar propiedades contrapuestas. Comprender estas compensaciones es esencial para evitar fallos y lograr su objetivo real.
Dureza vs. Fragilidad
La compensación más fundamental es entre dureza y fragilidad. Un proceso como el temple que crea una dureza extrema también hace que el material sea muy frágil y susceptible a la fractura.
Por esta razón, casi siempre se realiza un proceso de tratamiento térmico secundario llamado revenido después del temple. El revenido implica recalentar la pieza a una temperatura mucho más baja para aliviar el estrés y restaurar algo de ductilidad, reduciendo la fragilidad a costa de una pequeña cantidad de dureza.
Deformación y estrés interno
Cada vez que se calienta y enfría un material, se introduce estrés. Si este proceso no se controla, especialmente durante el enfriamiento, diferentes partes del componente se contraerán a diferentes velocidades.
Esta contracción desigual puede hacer que la pieza se deforme, distorsione o incluso se agriete. Un soporte adecuado en el horno y la selección del medio de enfriamiento correcto son críticos para mitigar estos riesgos.
El objetivo dicta el proceso
No existe un ciclo de tratamiento térmico universalmente "mejor". El resultado deseado dicta los parámetros exactos. Como muestran los beneficios, los objetivos pueden ser muy diferentes:
- Aumentar la resistencia requiere un ciclo muy diferente (por ejemplo, temple y revenido) que aliviar las tensiones para mejorar la maquinabilidad (por ejemplo, recocido).
- Mejorar la resistencia al desgaste en una superficie es diferente de cambiar las propiedades de toda la pieza.
Debido a que el objetivo cambia el proceso, el punto de control "más crítico" también cambia.
Tomar la decisión correcta para su objetivo
Para determinar qué parte del proceso requiere su mayor atención, primero debe tener claro su objetivo.
- Si su enfoque principal es lograr la máxima dureza: La velocidad de enfriamiento durante el temple es su variable más crítica y debe controlarse agresivamente.
- Si su enfoque principal es mejorar la maquinabilidad o la ductilidad: La velocidad de enfriamiento lenta y cuidadosamente controlada durante un ciclo de recocido es la fase más importante.
- Si su enfoque principal es asegurar propiedades uniformes en una pieza gruesa o compleja: El tiempo de mantenimiento y la precisión de la temperatura son primordiales para garantizar una transformación interna completa.
- Si su enfoque principal es prevenir la distorsión: Las velocidades controladas de calentamiento y enfriamiento, junto con un soporte adecuado de la pieza, son los elementos más vitales a gestionar.
En última instancia, el tratamiento térmico exitoso se logra dominando la relación entre el material, la temperatura y el tiempo.
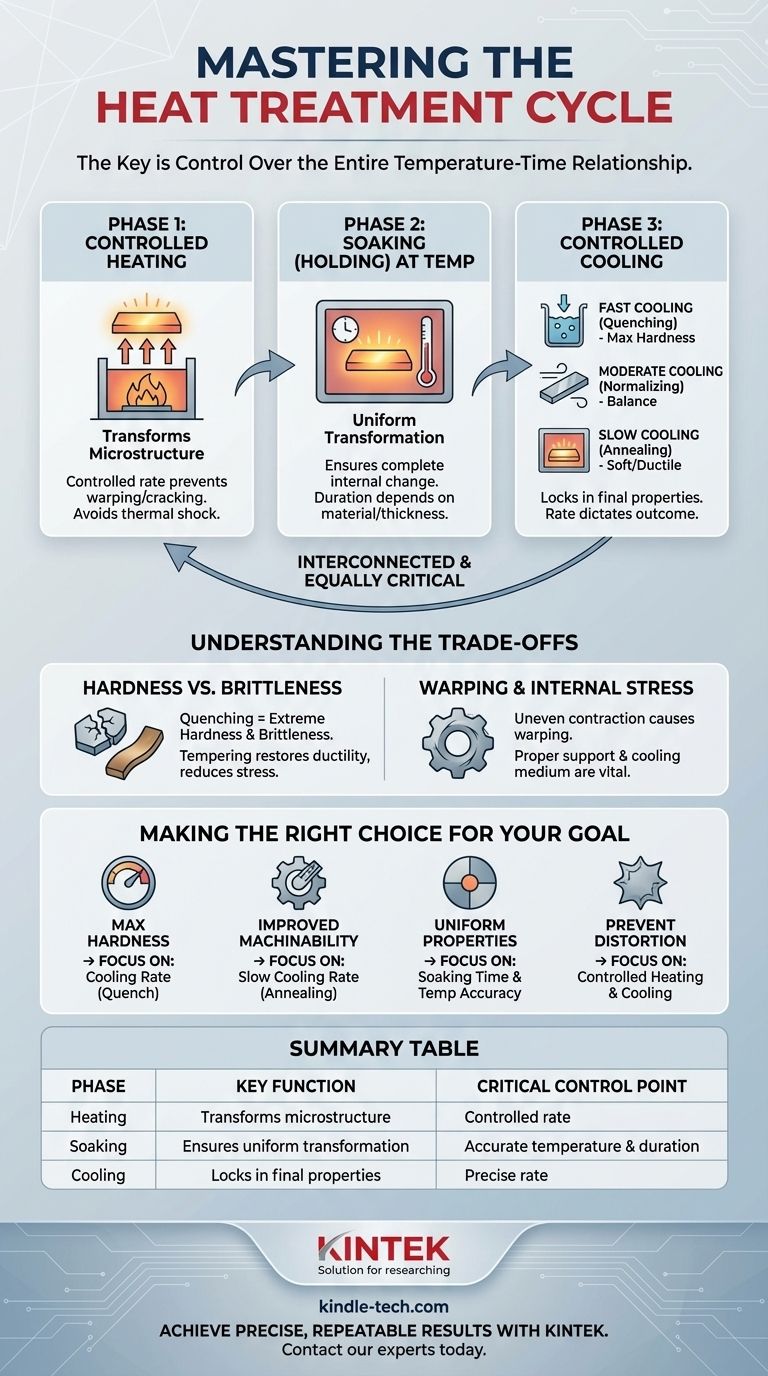
Tabla resumen:
| Fase de tratamiento térmico | Función clave | Punto de control crítico |
|---|---|---|
| Calentamiento | Transforma la microestructura del material | Velocidad controlada para evitar deformaciones/grietas |
| Mantenimiento (Soaking) | Asegura una transformación uniforme | Temperatura y duración precisas |
| Enfriamiento | Fija las propiedades finales | Velocidad precisa (temple, aire o enfriamiento en horno) |
Logre resultados de tratamiento térmico precisos y repetibles con KINTEK.
Ya sea que su objetivo sea la máxima dureza, una ductilidad mejorada o el alivio de tensiones, el equipo adecuado es esencial para controlar el ciclo crítico de temperatura-tiempo. KINTEK se especializa en hornos de laboratorio de alto rendimiento, estufas y sistemas de temple que ofrecen la precisión y fiabilidad que su laboratorio exige.
Nuestras soluciones de tratamiento térmico le ayudan a:
- Eliminar las conjeturas con controladores de temperatura digitales precisos.
- Garantizar resultados uniformes con un rendimiento constante de calentamiento y mantenimiento.
- Prevenir fallos en las piezas gestionando con precisión las velocidades de enfriamiento.
¿Listo para dominar su proceso de tratamiento térmico? Contacte hoy mismo a nuestros expertos para discutir su aplicación específica y encontrar el equipo perfecto para sus necesidades.
Guía Visual