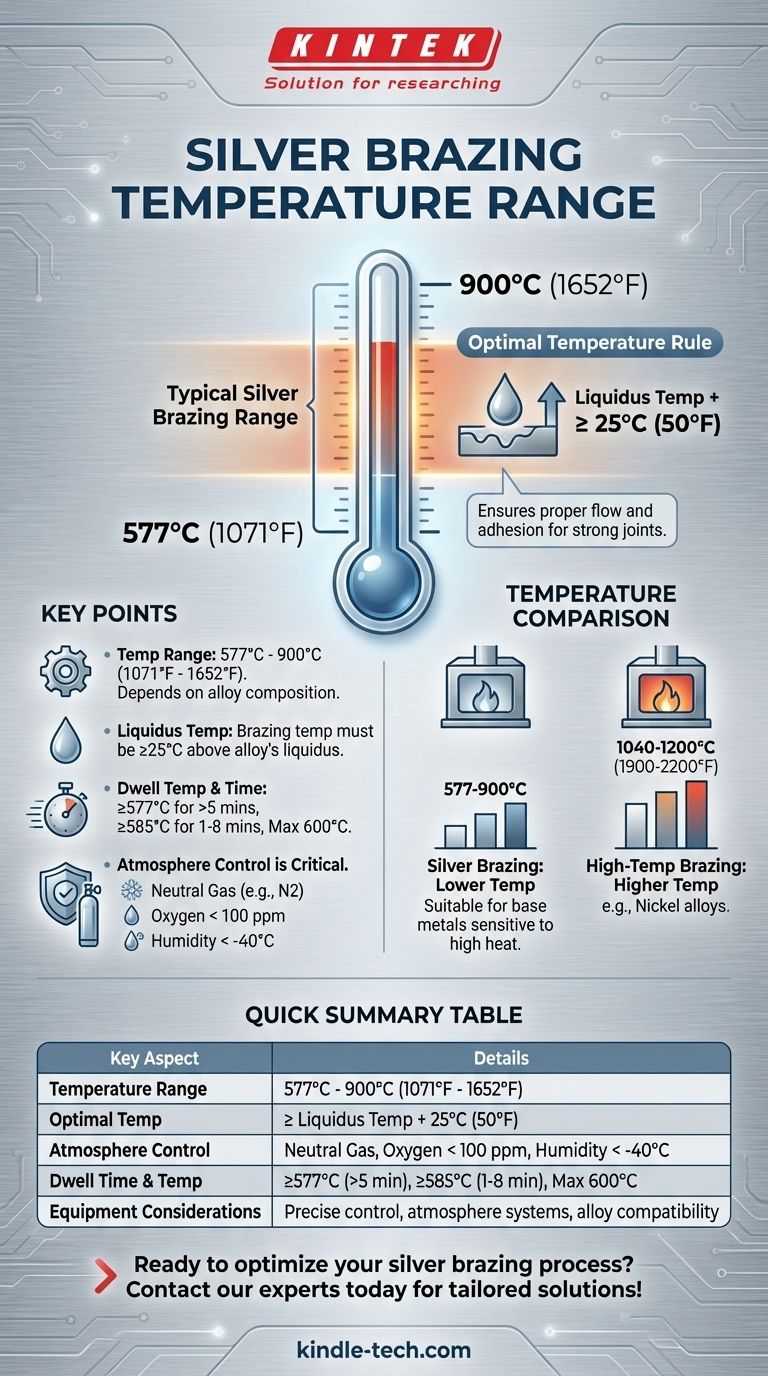
La soldadura fuerte de plata, un proceso utilizado para unir metales, implica calentar un metal de aporte (aleación a base de plata) a una temperatura superior a su punto de fusión pero inferior al punto de fusión de los metales base que se van a unir. El rango de temperatura para la soldadura fuerte de plata suele depender de la aleación específica utilizada, pero generalmente se encuentra entre 577°C (1071°F) y 900°C (1652°F). La temperatura óptima suele ser al menos 25°C (50°F) por encima de la temperatura de liquidus de la aleación de soldadura para asegurar un flujo y una adhesión adecuados. Los factores clave que influyen en el rango de temperatura incluyen la composición de la aleación, los metales base que se unen y la resistencia deseada de la unión. Un control adecuado de la atmósfera, como mantener un ambiente de gas neutro con bajo oxígeno y humedad, también es fundamental para una soldadura fuerte exitosa.

Puntos clave explicados:
-
Rango de temperatura para la soldadura fuerte de plata:
- La soldadura fuerte de plata suele realizarse dentro de un rango de temperatura de 577°C (1071°F) a 900°C (1652°F). Este rango asegura que el metal de aporte se funda y fluya correctamente sin dañar los metales base.
- La temperatura exacta depende de la aleación de plata específica utilizada, ya que diferentes aleaciones tienen puntos de fusión variables.
-
Importancia de la temperatura de liquidus:
- La temperatura de soldadura debe ser al menos 25°C (50°F) por encima de la temperatura de liquidus de la aleación de soldadura. La temperatura de liquidus es el punto en el que la aleación se vuelve completamente líquida.
- Mantenerse por encima de esta temperatura asegura que el metal de aporte fluya adecuadamente para formar uniones fuertes y duraderas.
-
Selección de la temperatura óptima:
- Se prefiere la temperatura más baja posible dentro del rango recomendado para minimizar el estrés térmico en los metales base y reducir el consumo de energía.
- Por ejemplo, si la temperatura de liquidus de una aleación de plata es de 600°C (1112°F), la temperatura de soldadura debe ser de al menos 625°C (1157°F).
-
Control de la atmósfera:
- Una atmósfera controlada es fundamental para una soldadura fuerte exitosa. El ambiente debe estar libre de oxidantes, oxígeno y humedad.
- Las condiciones ideales incluyen:
- Gas neutro (por ejemplo, nitrógeno puro).
- Contenido de oxígeno < 100 ppm.
- Humedad < -40°C.
- Esto previene la oxidación y asegura una humectación adecuada del metal de aporte.
-
Temperatura y tiempo de permanencia:
- La temperatura de permanencia (la temperatura mantenida durante la soldadura) y la duración son parámetros críticos.
- Para la soldadura fuerte de plata, los parámetros típicos incluyen:
- ≥577°C (1071°F) durante más de 5 minutos.
- ≥585°C (1085°F) durante 1 a 8 minutos.
- Una temperatura máxima de 600°C (1112°F) para evitar el sobrecalentamiento.
-
Comparación con la soldadura fuerte de alta temperatura:
- La soldadura fuerte de plata opera a temperaturas más bajas en comparación con la soldadura fuerte de alta temperatura de materiales como las aleaciones de níquel, que ocurre a 1040-1200°C (1900-2200°F).
- Esto hace que la soldadura fuerte de plata sea adecuada para unir materiales que no pueden soportar temperaturas extremadamente altas.
-
Consideraciones prácticas para los compradores de equipos:
- Al seleccionar equipos de soldadura fuerte, asegúrese de que puedan mantener un control preciso de la temperatura dentro del rango requerido.
- Considere la necesidad de sistemas de control de atmósfera, como hornos de vacío o ambientes de gas inerte, para lograr condiciones óptimas de soldadura fuerte.
- Evalúe la compatibilidad del equipo con las aleaciones de plata y los metales base específicos que se utilizan.
Al comprender estos puntos clave, los compradores de equipos y consumibles pueden tomar decisiones informadas sobre los materiales y herramientas necesarios para operaciones exitosas de soldadura fuerte de plata.
Tabla resumen:
| Aspecto clave | Detalles |
|---|---|
| Rango de temperatura | 577°C (1071°F) a 900°C (1652°F) |
| Temperatura de liquidus | Temperatura de soldadura ≥ 25°C (50°F) por encima de la temperatura de liquidus para un flujo adecuado |
| Control de la atmósfera | Gas neutro, oxígeno < 100 ppm, humedad < -40°C |
| Temperatura y tiempo de permanencia | ≥577°C (1071°F) durante >5 min, ≥585°C (1085°F) durante 1-8 min, máx. 600°C (1112°F) |
| Consideraciones del equipo | Control preciso de la temperatura, sistemas de atmósfera, compatibilidad de aleación/metal base |
¿Listo para optimizar su proceso de soldadura fuerte de plata? Contacte hoy mismo a nuestros expertos para obtener soluciones personalizadas.
Guía Visual
Productos relacionados
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Horno de grafización al vacío a ultra alta temperatura de grafito
- Horno Vertical de Vacío de Grafito de Alta Temperatura para Grafización
- Horno de Sinterización de Cerámica de Porcelana Dental de Zirconio para Sillón con Transformador
La gente también pregunta
- ¿Qué es un horno de tratamiento térmico al vacío? Logre una pureza y un control inigualables
- ¿Cómo se suelda una pieza en un horno? Una guía para la unión de metales de alto volumen y precisión
- ¿Cuál es la temperatura del tratamiento térmico al vacío? Logre propiedades de material superiores y acabados impecables
- ¿Cuál es el costo de un horno de soldadura fuerte al vacío? Una guía sobre factores clave y estrategia de inversión
- ¿Qué es un horno de tratamiento térmico al vacío? La guía definitiva para el procesamiento en atmósfera controlada



















