El proceso de sinterización tradicional es un método de tratamiento térmico que se utiliza para compactar material en polvo en una masa sólida y coherente sin fundirlo. Al aplicar calor y, a menudo, presión a temperaturas por debajo del punto de fusión del material, el proceso obliga a las partículas individuales a unirse a nivel atómico, reduciendo la porosidad y aumentando drásticamente la densidad y la resistencia de la pieza.
La sinterización es fundamentalmente una transformación en estado sólido. No se basa en la fusión y el moldeo, sino que utiliza la energía térmica para impulsar la difusión atómica, creando fuertes enlaces metalúrgicos entre las partículas para formar un componente denso y funcional a partir de un polvo suelto.

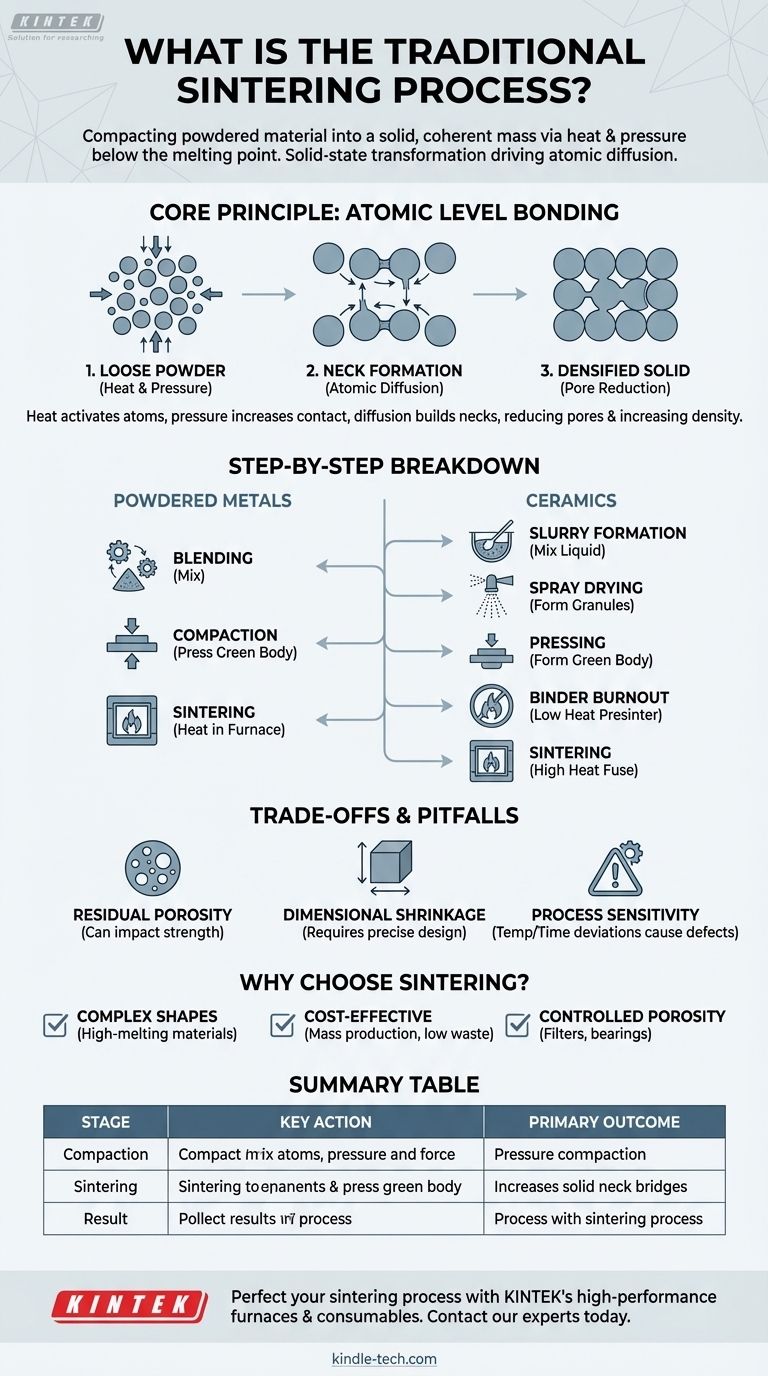
El principio central: cómo funciona la sinterización a nivel atómico
Para comprender la sinterización, debe mirar más allá del horno y centrarse en las interacciones entre las partículas individuales. El proceso es un ejercicio cuidadosamente controlado en ciencia de materiales.
Calor sin fusión
La clave es aplicar una temperatura lo suficientemente alta como para hacer que los átomos dentro del material sean móviles, pero no tan alta como para que el material pierda su estructura cristalina sólida. Este estado "activado" es crucial para que se produzca el proceso de unión.
El papel de la presión
En muchos métodos de sinterización, se aplica presión durante la etapa inicial de compactación. Este paso, llamado prensado, forma un "cuerpo verde" al forzar a las partículas de polvo a un contacto íntimo, maximizando el área superficial donde puede ocurrir la unión.
Difusión atómica y formación de cuellos
A las temperaturas de sinterización, los átomos de las partículas adyacentes migran a través de los puntos de contacto. Esta difusión atómica construye pequeños puentes, o "cuellos", entre las partículas. A medida que el proceso continúa, estos cuellos se vuelven más anchos y fuertes.
Densificación y reducción de poros
A medida que crecen los cuellos, acercan los centros de las partículas. Esta acción elimina sistemáticamente los espacios vacíos, o poros, entre las partículas. El resultado es un aumento significativo en la densidad relativa de la pieza y una disminución correspondiente en su porosidad.
Un desglose paso a paso del proceso
Si bien el principio central sigue siendo el mismo, los pasos exactos varían según el material. Las dos vías más comunes son para metales y cerámicas.
Para metales en polvo
El proceso para metales suele ser sencillo y consta de tres etapas principales:
- Mezclado (Blending): El polvo de metal base se mezcla con elementos de aleación o aditivos para lograr la composición química y las propiedades deseadas.
- Compactación: El polvo mezclado se prensa en un molde o matriz bajo alta presión para formar la forma neta de la pieza, conocida como cuerpo verde.
- Sinterización: El cuerpo verde se calienta en un horno de atmósfera controlada a la temperatura de sinterización, lo que permite que ocurra la unión atómica y la densificación.
Para cerámicas
El proceso cerámico a menudo comienza con polvos más finos y requiere pasos adicionales para preparar el material:
- Formación de lechada (Slurry Formation): El polvo cerámico sin cocer se mezcla con agua, un aglutinante y otros agentes para crear una lechada líquida uniforme.
- Secado por aspersión (Spray Drying): La lechada se seca por aspersión para formar gránulos uniformes y fluidos.
- Prensado: El polvo seco se prensa en un molde para formar el cuerpo verde.
- Quema del aglutinante (Presinterización): La pieza se calienta a baja temperatura para quemar lentamente el aglutinante sin dañar la estructura frágil.
- Sinterización: La pieza se calienta a una temperatura mucho más alta para fusionar las partículas cerámicas y lograr la densidad final.
Comprender las compensaciones y los errores comunes
La sinterización es una técnica poderosa, pero no está exenta de desafíos. La verdadera experiencia radica en comprender sus limitaciones y gestionar las variables críticas.
Porosidad residual
Lograr el 100% de la densidad teórica es raro en la sinterización tradicional. Casi siempre queda algo de porosidad residual, lo que puede afectar las propiedades mecánicas finales, como la resistencia a la tracción y la resistencia a la fatiga.
Contracción dimensional
A medida que la pieza se densifica, se contrae. Esta contracción es sustancial y debe calcularse y compensarse con precisión en el diseño inicial de las herramientas de compactación para garantizar que la pieza final cumpla con las tolerancias dimensionales.
Sensibilidad del proceso
Las propiedades finales de una pieza sinterizada son muy sensibles a las variables del proceso. Pequeñas desviaciones en la temperatura, el tiempo o la atmósfera del horno pueden provocar defectos como sub-sinterización (unión incompleta), sobre-sinterización (crecimiento de grano que debilita la pieza) o formación de ampollas debido a gases atrapados.
Tomar la decisión correcta para su objetivo
Seleccionar el proceso de fabricación adecuado depende totalmente de sus objetivos. La sinterización sobresale en escenarios específicos donde otros métodos no son suficientes.
- Si su enfoque principal son las formas complejas con materiales de alto punto de fusión: La sinterización es ideal porque puede formar una forma intrincada a temperatura ambiente antes de aplicar calor, evitando los desafíos de fundir metales refractarios como el tungsteno o el molibdeno.
- Si su enfoque principal es la producción en masa rentable: El proceso es altamente automatizado y repetible para crear millones de piezas idénticas, como engranajes y casquillos, con un desperdicio mínimo de material en comparación con el mecanizado sustractivo.
- Si su enfoque principal es crear materiales con porosidad controlada: La sinterización es uno de los pocos métodos que le permite diseñar intencionalmente la porosidad, lo cual es esencial para productos como cojinetes autolubricantes, filtros y ciertos implantes biomédicos.
En última instancia, la sinterización tradicional proporciona una vía precisa y versátil para transformar polvos simples en componentes robustos y de alto rendimiento.
Tabla de resumen:
| Etapa del proceso | Acción clave | Resultado principal |
|---|---|---|
| Compactación | El polvo se prensa en un 'cuerpo verde' | Forma la forma inicial de la pieza |
| Sinterización | Se aplica calor por debajo del punto de fusión | La difusión atómica crea enlaces fuertes |
| Resultado | Densificación y reducción de poros | Aumento de la resistencia y la densidad |
¿Listo para perfeccionar su proceso de sinterización? KINTEK se especializa en hornos de laboratorio de alto rendimiento y consumibles esenciales para un control preciso de la temperatura y resultados consistentes en metalurgia de polvos y fabricación de cerámica. Nuestra experiencia garantiza que sus materiales logren una densidad y resistencia óptimas. Contacte con nuestros expertos hoy mismo para analizar cómo podemos apoyar las necesidades de sinterización de su laboratorio.
Guía Visual
Productos relacionados
- Horno de Sinterización y Tratamiento Térmico al Vacío con Presión de Aire de 9MPa
- Horno de Sinterización por Plasma de Chispa Horno SPS
- Horno de Sinterización de Alambre de Molibdeno y Tratamiento Térmico al Vacío para Sinterización al Vacío
- Horno de Sinterización de Alambre de Tungsteno y Tratamiento Térmico al Vacío Pequeño
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
La gente también pregunta
- ¿Por qué se utiliza la sinterización para procesar materiales cerámicos? Desbloqueo de alta resistencia y densidad
- ¿Cuáles son algunas atmósferas alternativas al hidrógeno puro para los procesos de sinterización de metalurgia de polvos? Soluciones de sinterización de primer nivel
- ¿Por qué los cuerpos verdes producidos mediante la fusión por chorro de aglutinante deben someterse a un tratamiento en un horno de sinterización al vacío?
- ¿Qué es un horno de sinterización al vacío? Desbloquee la pureza y el rendimiento en materiales avanzados
- ¿Cuál es el efecto de la presión durante la sinterización? Lograr mayor densidad y microestructuras más finas más rápido



















