Sí, el acero inoxidable se puede soldar y soldar fuerte eficazmente, pero exige un enfoque diferente al de los aceros convencionales. El proceso no es inherentemente difícil, pero no perdona una preparación inadecuada. El éxito depende totalmente de superar las propiedades químicas únicas que hacen que el acero inoxidable sea "inoxidable" en primer lugar.
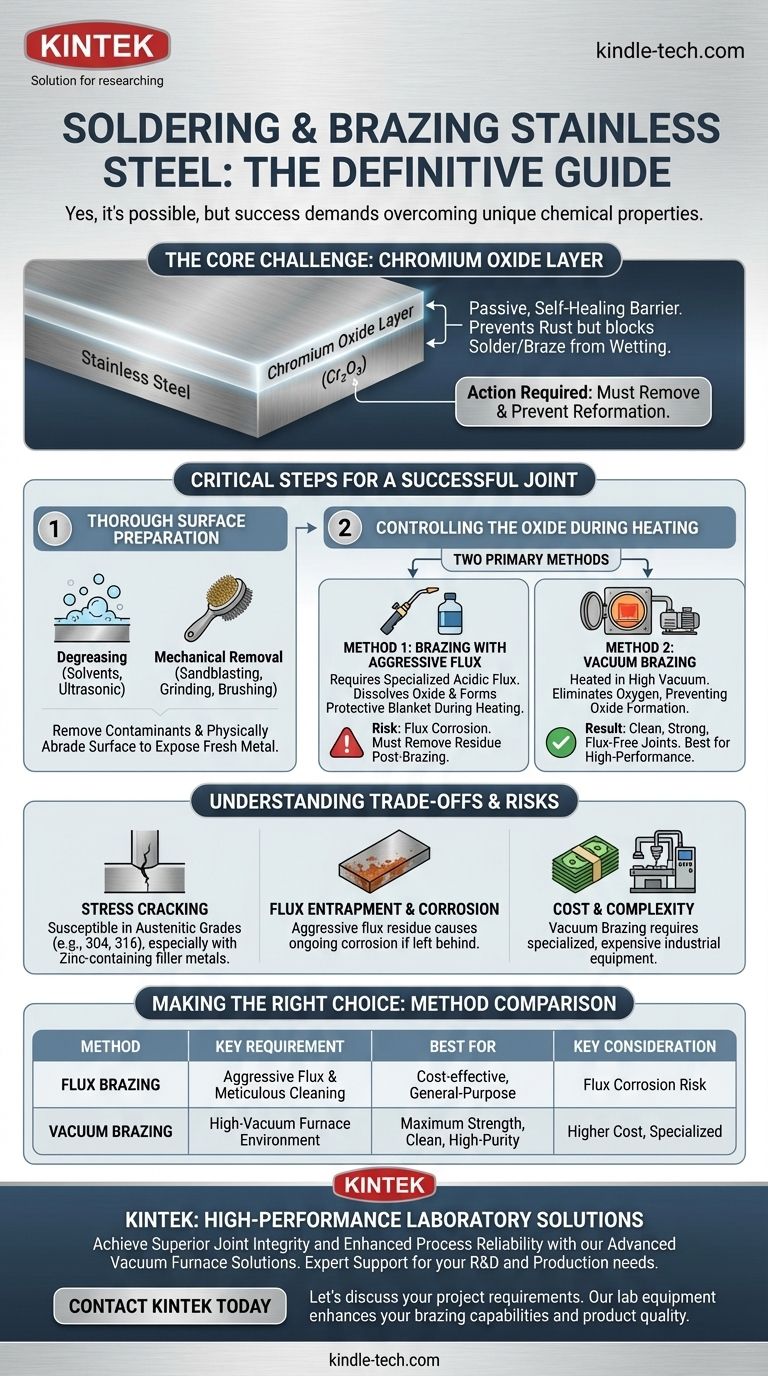
El desafío central al unir acero inoxidable es su capa pasiva y autosellante de óxido de cromo. Esta capa invisible, que previene la oxidación, también actúa como una barrera que impide que el material de aporte de soldadura o soldadura fuerte moje y se adhiera a la superficie. Por lo tanto, todo el proceso de unión está diseñado para eliminar esta capa de óxido y evitar que se reforme.

El Desafío Central: La Capa de Óxido Protectora del Acero Inoxidable
La misma razón por la que elige acero inoxidable —su resistencia a la corrosión— es el principal obstáculo que debe superar al unirlo.
¿Qué es la Capa de Óxido?
El acero inoxidable contiene cromo, que reacciona con el oxígeno del aire para formar una capa delgada, densa y transparente de óxido de cromo. Esta capa pasiva es increíblemente estable y se reforma instantáneamente si se raya o se elimina.
Por Qué Impide la Soldadura Fuerte y la Soldadura
Para que se forme una unión fuerte, el metal de aporte fundido debe "mojar" la superficie del metal base, lo que significa que debe fluir y extenderse uniformemente. La capa de óxido de cromo actúa como un revestimiento antiadherente, impidiendo que el metal de aporte entre en contacto directo con el acero que se encuentra debajo.
Los Pasos Críticos para una Unión Exitosa
Una unión exitosa de acero inoxidable se logra incluso antes de aplicar calor. La fase de preparación no es negociable y debe realizarse meticulosamente.
Paso 1: Preparación Exhaustiva de la Superficie
Primero, la superficie debe estar libre de todos los contaminantes como aceite, grasa y suciedad. Esto a menudo se realiza mediante desengrase con disolventes como acetona o alcohol. La limpieza ultrasónica puede mejorar significativamente este paso.
Después del desengrase, la propia capa de óxido debe eliminarse mecánicamente. Métodos como el chorreado de arena, el lijado o el cepillado con un cepillo de acero inoxidable abrasan físicamente la superficie y exponen el metal fresco debajo.
Paso 2: Control del Óxido Durante el Calentamiento
Una vez que la superficie está limpia, debe tener una estrategia para manejar la capa de óxido durante el proceso de calentamiento. A medida que el metal se calienta, la capa de óxido intentará reformarse rápidamente. Hay dos estrategias principales para combatir esto.
Dos Métodos Principales para Unir Acero Inoxidable
Su elección de método depende de su equipo, presupuesto y los requisitos de calidad de la unión final.
Método 1: Soldadura Fuerte con Fundente Agresivo
Para la soldadura fuerte en atmósfera estándar, se requiere un fundente especializado. A diferencia de los fundentes suaves utilizados para el cobre, los fundentes para acero inoxidable son altamente ácidos y químicamente agresivos.
Durante el calentamiento, el fundente se derrite y disuelve la capa de óxido existente. Luego forma una manta protectora líquida sobre el área de la unión, evitando que el oxígeno llegue al acero y permitiendo que el óxido se reforme.
Método 2: Soldadura Fuerte al Vacío
La soldadura fuerte al vacío es un método superior para aplicaciones de alto rendimiento. Las piezas se ensamblan y se colocan dentro de un horno, que luego se bombea a un alto vacío.
Al eliminar el oxígeno del ambiente, la capa de óxido no puede formarse durante el calentamiento. Esto permite que el metal de aporte moje perfectamente la superficie, lo que da como resultado uniones excepcionalmente limpias, fuertes y estéticamente agradables sin ningún residuo de fundente corrosivo.
Comprensión de las Compensaciones y Riesgos
Unir acero inoxidable no está exento de posibles problemas. La conciencia de estos problemas es clave para evitar fallos costosos.
El Riesgo de Fisuración por Estrés
Ciertos tipos de acero inoxidable, particularmente los grados austeníticos comunes (p. ej., 304, 316), pueden ser susceptibles a la fisuración por estrés durante la soldadura fuerte. Esto es especialmente cierto cuando se utilizan metales de aporte que contienen zinc, como algunas aleaciones de cobre-zinc.
Atrapamiento de Fundente y Corrosión
Si está utilizando el método de fundente, es absolutamente fundamental que se elimine todo el residuo de fundente después de la soldadura fuerte. Los productos químicos agresivos que hacen que el fundente sea efectivo continuarán corroiendo el acero inoxidable si se dejan en la unión.
Costo y Complejidad de la Soldadura Fuerte al Vacío
Aunque la soldadura fuerte al vacío produce resultados superiores, requiere equipo especializado y costoso. No es un proceso que se pueda realizar fácilmente en un taller pequeño y generalmente se reserva para la producción industrial o de alto valor.
Tomar la Decisión Correcta para su Aplicación
Seleccionar el método correcto consiste en equilibrar los requisitos de rendimiento con los recursos disponibles.
- Si su enfoque principal es la máxima resistencia de la unión y un acabado limpio: La soldadura fuerte al vacío es la opción definitiva para crear uniones libres de huecos y de alta pureza sin el riesgo de corrosión por fundente.
- Si su enfoque principal es la accesibilidad y la rentabilidad para uniones de uso general: La soldadura fuerte con un fundente agresivo seleccionado correctamente y un procedimiento de postlimpieza meticuloso es un método confiable y probado.
- Si está trabajando con acero inoxidable austenítico: Preste mucha atención a la selección de su metal de aporte para evitar aleaciones conocidas por causar fisuración por estrés, y minimice siempre la tensión en la unión durante el ciclo de calentamiento y enfriamiento.
Al comprender y controlar la capa de óxido, puede crear de manera confiable uniones fuertes y duraderas en acero inoxidable.
Tabla de Resumen:
| Método | Requisito Clave | Mejor Para | Consideración Clave |
|---|---|---|---|
| Soldadura Fuerte con Fundente | Fundente agresivo y especializado y limpieza meticulosa | Uniones de uso general rentables | Riesgo de corrosión por fundente si no se elimina por completo |
| Soldadura Fuerte al Vacío | Entorno de horno de alto vacío | Uniones de máxima resistencia, limpias y de alta pureza | Mayor costo, requiere equipo especializado |
¿Necesita una Solución de Soldadura Fuerte de Alto Rendimiento para su Laboratorio?
Unir componentes de acero inoxidable requiere precisión y el equipo adecuado para garantizar uniones fuertes y libres de contaminación. KINTEK se especializa en equipos de laboratorio avanzados, incluidas soluciones de hornos de vacío ideales para aplicaciones de soldadura fuerte de alta integridad.
Le ayudamos a lograr:
- Integridad Superior de la Unión: Nuestros hornos de vacío evitan la formación de óxido, lo que resulta en uniones excepcionalmente fuertes y limpias sin residuos de fundente corrosivo.
- Fiabilidad de Proceso Mejorada: Logre resultados consistentes y repetibles para sus necesidades críticas de I+D o producción.
- Soporte Experto: Nuestro equipo comprende los desafíos de unir materiales como el acero inoxidable y puede ayudarle a seleccionar la solución adecuada.
Hablemos de los requisitos de su proyecto. Contacte a KINTEK hoy mismo para obtener información sobre cómo nuestro equipo de laboratorio puede mejorar sus capacidades de soldadura fuerte y la calidad de su producto.
Guía Visual
Productos relacionados
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
- Horno de grafización al vacío a ultra alta temperatura de grafito
- Horno de tubo rotatorio de funcionamiento continuo sellado al vacío Horno de tubo giratorio
- Máquina de horno de prensa en caliente al vacío para laminación y calentamiento
- Horno de Sinterización Dental de Porcelana al Vacío
La gente también pregunta
- ¿Qué es un horno de tratamiento térmico al vacío? Logre una pureza y un control inigualables
- ¿Qué es el proceso de tratamiento térmico al vacío? Logre un control, limpieza y calidad superiores
- ¿Cómo se suelda una pieza en un horno? Una guía para la unión de metales de alto volumen y precisión
- ¿Cuáles son las funciones específicas de introducir atmósferas reductoras o entornos de gas inerte en la soldadura fuerte al vacío?
- ¿Cuál es la temperatura del tratamiento térmico al vacío? Logre propiedades de material superiores y acabados impecables



















