La respuesta corta es que la soldadura fuerte es un proceso de unión de metales que ocurre a temperaturas superiores a 450°C (840°F), pero no existe una única temperatura para todas las soldaduras fuertes. La temperatura exacta requerida depende completamente de la aleación específica de metal de aporte que se esté utilizando. La temperatura de trabajo correcta es siempre un rango establecido ligeramente por encima del punto en el que la aleación de aporte específica se vuelve completamente líquida.
Tu objetivo no es alcanzar un número mágico único, sino calentar los metales base de manera uniforme para que toda el área de la unión alcance el rango de trabajo ideal para tu aleación de aporte específica. Esto asegura que la aleación se derrita, fluya completamente por acción capilar y forme una unión fuerte y permanente.

La línea divisoria: Soldadura fuerte vs. Soldadura blanda
Para entender la temperatura de soldadura fuerte, es crucial distinguirla de su contraparte de menor temperatura, la soldadura blanda. La distinción es un umbral claro y definido por la industria.
La regla de los 450°C (840°F)
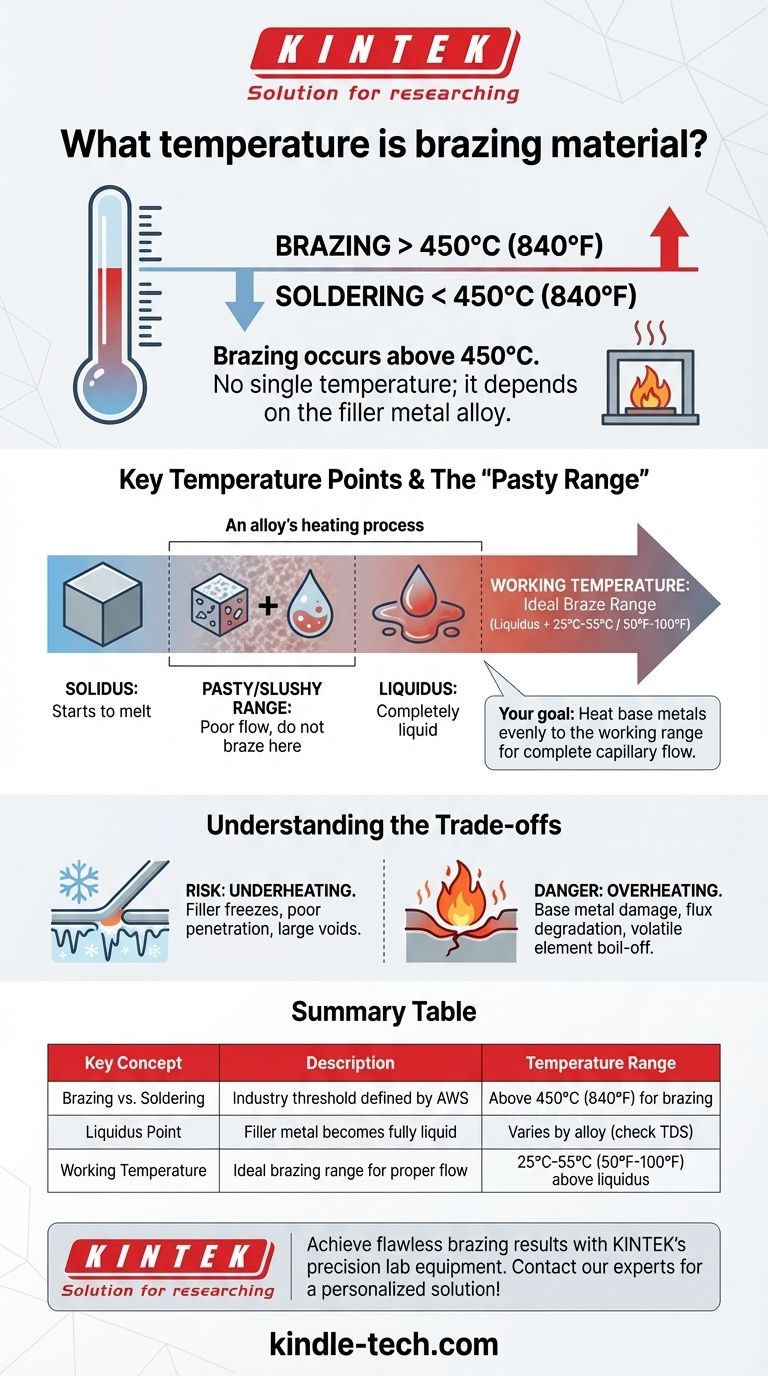
La American Welding Society (AWS) define la soldadura fuerte como un proceso que utiliza un metal de aporte que se funde y fluye a una temperatura superior a 450°C (840°F).
La soldadura blanda, por el contrario, utiliza un metal de aporte que se funde por debajo de este umbral de 450°C (840°F). Esta diferencia fundamental de temperatura dicta los tipos de aleaciones utilizadas, la resistencia de la unión final y el equipo requerido.
Por qué "una sola temperatura" no existe
La cuestión de la temperatura de soldadura fuerte no se trata de un valor único, sino de comprender el comportamiento de fusión de una aleación específica. Este comportamiento se define por dos puntos de temperatura críticos.
Introducción de Solidus y Liquidus
Cada aleación de soldadura fuerte tiene dos temperaturas clave listadas en su hoja de datos técnicos:
- Solidus: La temperatura a la que la aleación comienza a fundirse.
- Liquidus: La temperatura a la que la aleación se vuelve completamente líquida.
Para una soldadura fuerte exitosa, debes calentar el conjunto por encima de la temperatura liquidus de la aleación.
El rango "pastoso" o "fangoso"
La zona de temperatura entre el solidus y el liquidus se conoce como el rango "pastoso" o "fangoso". En este estado, la aleación es una mezcla de sólido y líquido y no fluirá correctamente.
Intentar soldar en este rango resulta en una mala penetración de la unión y es una causa común de falla de la unión.
El objetivo: Temperatura de trabajo
La temperatura de soldadura fuerte correcta, a menudo llamada "temperatura de trabajo", es un rango que comienza por encima del punto liquidus.
Como regla general, la temperatura ideal de soldadura fuerte es de 25°C a 55°C (50°F a 100°F) por encima de la temperatura liquidus de tu metal de aporte. Este ligero exceso de temperatura asegura que la aleación esté completamente fluida, compensa la pequeña pérdida de calor en la unión y promueve un flujo rápido y completo a través de la acción capilar.
Comprendiendo las compensaciones
Controlar la temperatura es un acto de equilibrio. Tanto muy poco como demasiado calor comprometerán la integridad de tu trabajo.
El riesgo de subcalentamiento
Si los metales base no están lo suficientemente calientes, el metal de aporte se "congelará" al contacto. Esto evita que sea arrastrado hacia la unión.
El resultado es una unión con poca penetración, grandes huecos y casi ninguna resistencia mecánica. El aporte se aglomerará en la superficie en lugar de "mojar" el metal y fluir suavemente.
El peligro del sobrecalentamiento
El calor excesivo es igual de dañino. El sobrecalentamiento puede causar varios problemas críticos:
- Daño al metal base: El alabeo, la distorsión o el daño metalúrgico, como el crecimiento excesivo de grano, pueden debilitar las piezas que intentas unir.
- Degradación del fundente: El fundente es esencial para limpiar el metal y permitir el flujo, pero tiene una vida útil limitada a altas temperaturas. El calor excesivo lo quemará antes de que la aleación de soldadura fuerte pueda hacer su trabajo.
- Daño al metal de aporte: Algunas aleaciones contienen elementos volátiles (como zinc o cadmio). El sobrecalentamiento puede hacer que estos elementos se evaporen de la aleación, cambiando su composición química, creando humos tóxicos y degradando su rendimiento.
Cómo determinar la temperatura correcta para tu proyecto
Elegir la temperatura correcta es una cuestión de consultar tus materiales y observar el proceso. Una soldadura fuerte exitosa depende de calentar las piezas, no el metal de aporte en sí.
- Si tu enfoque principal es elegir un metal de aporte: Comienza verificando la tolerancia al calor de tus metales base, luego selecciona una aleación de soldadura fuerte con un rango de trabajo que no los dañe.
- Si tu enfoque principal es configurar tu equipo: Consulta siempre la Hoja de Datos Técnicos (TDS) proporcionada por el fabricante del metal de aporte. Especificará el solidus, liquidus y el rango de temperatura de soldadura fuerte recomendado.
- Si tu enfoque principal es solucionar un problema en una unión fallida: El problema más común es el calentamiento no uniforme. Asegúrate de que tu técnica eleve uniformemente toda la masa del área de la unión a la temperatura objetivo antes de aplicar la varilla de aporte.
Dominar la temperatura de soldadura fuerte se trata de controlar un proceso térmico, no solo de alcanzar un número específico en un medidor.
Tabla resumen:
| Concepto clave | Descripción | Rango de temperatura |
|---|---|---|
| Soldadura fuerte vs. Soldadura blanda | Umbral de la industria definido por AWS | Superior a 450°C (840°F) para soldadura fuerte |
| Punto Liquidus | Temperatura donde el metal de aporte se vuelve completamente líquido | Varía según la aleación (consultar TDS) |
| Temperatura de trabajo | Rango ideal de soldadura fuerte para un flujo adecuado | 25°C-55°C (50°F-100°F) por encima del liquidus |
Logra resultados de soldadura fuerte impecables con el equipo de laboratorio de precisión de KINTEK. Ya sea que trabajes con aleaciones de alta temperatura o metales base sensibles, nuestros hornos y sistemas de calentamiento proporcionan el control de temperatura exacto y el calentamiento uniforme que necesitas para uniones fuertes y confiables.
Nos especializamos en servir a laboratorios con equipos duraderos y de alto rendimiento para todas tus aplicaciones de unión de metales y tratamiento térmico.
¿Listo para optimizar tu proceso de soldadura fuerte? ¡Contacta a nuestros expertos hoy mismo para una solución personalizada!
Guía Visual
Productos relacionados
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
- Material de pulido de electrodos para experimentos electroquímicos
- Espuma de cobre
- Placa Cerámica de Nitruro de Boro (BN)
- Tornillo de cerámica de alúmina de alta calidad para ingeniería de cerámica fina avanzada con resistencia a altas temperaturas y aislamiento
La gente también pregunta
- ¿Cuál es la temperatura del tratamiento térmico al vacío? Logre propiedades de material superiores y acabados impecables
- ¿Cómo funciona un horno de soldadura fuerte al vacío? Logre uniones metálicas superiores y sin fundente
- ¿Cuál es el costo de un horno de soldadura fuerte al vacío? Una guía sobre factores clave y estrategia de inversión
- ¿Se puede usar la soldadura fuerte para metales ferrosos? Sí, y aquí te explicamos cómo asegurar una unión fuerte.
- ¿Qué es un horno de tratamiento térmico al vacío? La guía definitiva para el procesamiento en atmósfera controlada









