Para soldar aluminio con éxito, la temperatura del proceso no es un número único, sino una ventana cuidadosamente controlada. La temperatura debe ser lo suficientemente alta como para fundir la aleación de aporte, pero lo suficientemente baja como para mantener el aluminio base sólido. Generalmente, la temperatura de solidus de la aleación de aluminio base debe estar por encima de 600°C (1112°F) para ser considerada soldable.
El desafío principal de la soldadura fuerte de aluminio es mantener una temperatura que esté ligeramente por encima del punto de fusión de su material de aporte, pero con seguridad por debajo del punto de fusión de las piezas de aluminio que está uniendo. Esta ventana de temperatura crítica es la clave para una unión fuerte y exitosa.

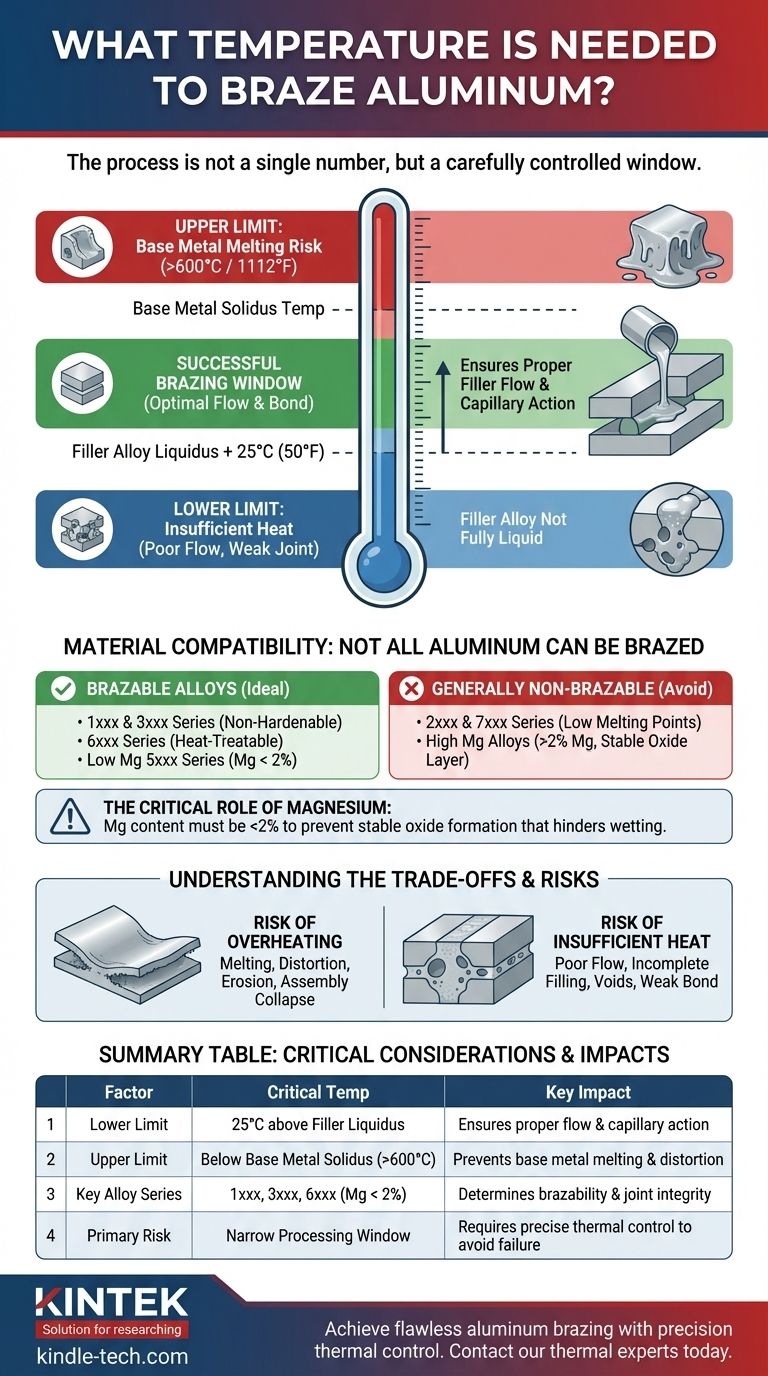
El Principio Fundamental: La Ventana de Temperatura de Soldadura Fuerte
La soldadura fuerte exitosa ocurre dentro de un rango térmico específico. Comprender los límites superior e inferior de esta ventana, definidos por sus materiales, es esencial para el control del proceso.
El Límite Inferior: Fusión de la Aleación de Aporte
La temperatura mínima para el proceso está dictada por el metal de aporte, también conocido como aleación de soldadura fuerte.
Debe calentar el conjunto a al menos 25°C (50°F) por encima de la temperatura de liquidus de esta aleación de aporte. El punto de liquidus es la temperatura a la que la aleación se vuelve completamente líquida y puede fluir hacia la unión por acción capilar.
El Límite Superior: Protección del Metal Base
La temperatura máxima permitida está determinada por las piezas de aluminio que se unen.
La temperatura de solidus del aluminio base —el punto en el que comienza a fundirse— debe ser superior a la temperatura de soldadura fuerte. Esto asegura que la integridad estructural de las piezas se mantenga durante todo el proceso.
Compatibilidad de Materiales: No Todo el Aluminio Puede Ser Soldado
La aleación específica de su metal base es el factor más importante para determinar si la soldadura fuerte es incluso posible. La clave es un punto de fusión suficientemente alto y un contenido de magnesio controlado.
Aleaciones de Aluminio Soldables
Las aleaciones con una temperatura de solidus que esté con seguridad por encima del punto de liquidus del material de aporte son ideales.
Esto incluye la mayoría de las aleaciones no endurecibles de las series 1xxx y 3xxx, así como las aleaciones tratables térmicamente de la serie 6xxx. Algunas aleaciones de la serie 5xxx también son adecuadas, pero solo si su contenido de magnesio es bajo.
Aleaciones Generalmente No Soldables
Muchas aleaciones comunes de alta resistencia tienen puntos de fusión demasiado bajos para los métodos de soldadura fuerte convencionales.
Esto incluye la mayoría de las aleaciones de las series 2xxx y 7xxx. Sus temperaturas de solidus a menudo están por debajo del punto de liquidus de los metales de aporte de aluminio estándar, creando una ventana de procesamiento imposible.
El Papel Crítico del Magnesio
El contenido de magnesio debe controlarse cuidadosamente, idealmente por debajo del 2%.
Niveles más altos de magnesio forman una capa de óxido muy estable y tenaz en la superficie del aluminio. Esta película de óxido impide que el metal de aporte humedezca la superficie y fluya hacia la unión, lo que resulta en una unión fallida.
Comprendiendo las Ventajas y Desventajas y los Riesgos
Alcanzar la temperatura correcta es un acto de equilibrio. Desviarse de la ventana ideal introduce riesgos significativos que pueden comprometer todo el conjunto.
El Riesgo de Sobrecalentamiento
Si la temperatura es demasiado alta o se mantiene durante demasiado tiempo, se corre el riesgo de fundir el metal base.
Esto puede provocar la deformación de las piezas, la erosión en la unión o incluso un colapso completo del conjunto. El margen de error puede ser bastante pequeño.
El Riesgo de Calor Insuficiente
Si la temperatura es demasiado baja, la aleación de aporte no se volverá completamente líquida.
Esto resulta en un flujo deficiente y un llenado incompleto de la unión, creando huecos y puntos débiles. La unión resultante será poco fiable y no cumplirá con la resistencia diseñada.
Tomando la Decisión Correcta para Su Aplicación
Seleccionar los materiales adecuados y controlar la temperatura de su proceso es primordial. Su objetivo determina su elección de material.
- Si su enfoque principal es la integridad estructural: Utilice aleaciones soldables y tratables térmicamente como la serie 6xxx, que permiten el fortalecimiento posterior a la soldadura.
- Si su enfoque principal es la fabricación general o el intercambio de calor: Utilice aleaciones no endurecibles comunes como las series 1xxx o 3xxx, que son conocidas por su excelente soldabilidad.
- Si su enfoque principal es evitar fallas: Siempre verifique la designación específica de la aleación y confirme que su contenido de magnesio sea inferior al 2% antes de intentar soldar.
En última instancia, la soldadura fuerte de aluminio exitosa depende de un control térmico preciso dentro de la ventana definida por sus materiales específicos.
Tabla Resumen:
| Factor | Temperatura Crítica / Consideración | Impacto Clave |
|---|---|---|
| Límite Inferior | 25°C (50°F) por encima del punto de liquidus de la aleación de aporte | Asegura el flujo adecuado del metal de aporte y la acción capilar. |
| Límite Superior | Por debajo de la temperatura de solidus de la aleación de aluminio base (>600°C / 1112°F) | Evita la fusión del metal base y la deformación de las piezas. |
| Series de Aleaciones Clave | 1xxx, 3xxx, 6xxx (con Mg < 2%) | Determina la soldabilidad y la integridad de la unión. |
| Riesgo Principal | Ventana de procesamiento estrecha | Requiere un control preciso de la temperatura para evitar fallas. |
Logre una soldadura fuerte de aluminio impecable con un control térmico de precisión.
Navegar por la estrecha ventana de temperatura para la soldadura fuerte de aluminio es fundamental para crear uniones fuertes y fiables sin dañar sus componentes. El equipo adecuado garantiza el calentamiento preciso y uniforme necesario para el éxito.
KINTEK se especializa en hornos de laboratorio de alto rendimiento y soluciones de procesamiento térmico diseñadas para aplicaciones exigentes como la soldadura fuerte de aluminio. Nuestro equipo ofrece la precisión y consistencia que su laboratorio necesita para evitar los riesgos de sobrecalentamiento o calor insuficiente.
Permítanos ayudarle a optimizar su proceso de soldadura fuerte. Contacte hoy mismo a nuestros expertos en térmica para discutir sus requisitos de aplicación específicos y descubrir la solución ideal para las necesidades de su laboratorio.
Guía Visual
Productos relacionados
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
- Tubo de horno de alúmina de alta temperatura (Al2O3) para ingeniería de cerámicas finas avanzadas
- Crisol Cerámico de Alúmina Avanzada Fina de Ingeniería Al2O3 para Horno Mufla de Laboratorio
- Horno de Tubo de Laboratorio de Alta Temperatura de 1400℃ con Tubo de Alúmina
- Horno Tubular de Laboratorio de Alta Temperatura de 1700℃ con Tubo de Alúmina
La gente también pregunta
- ¿Qué es un horno de tratamiento térmico al vacío? La guía definitiva para el procesamiento en atmósfera controlada
- ¿Cómo se suelda una pieza en un horno? Una guía para la unión de metales de alto volumen y precisión
- ¿Cuáles son las funciones específicas de introducir atmósferas reductoras o entornos de gas inerte en la soldadura fuerte al vacío?
- ¿Se puede usar la soldadura fuerte para metales ferrosos? Sí, y aquí te explicamos cómo asegurar una unión fuerte.
- ¿Cuál es la temperatura del tratamiento térmico al vacío? Logre propiedades de material superiores y acabados impecables



















